minimizando el fruncimiento de la costura desplazamiento del tejido ...
minimizando el fruncimiento de la costura desplazamiento del tejido ...
minimizando el fruncimiento de la costura desplazamiento del tejido ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
American & Efird, Inc. 2002. All International Rights Reserved.<br />
Boletín Técnico<br />
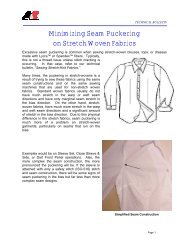
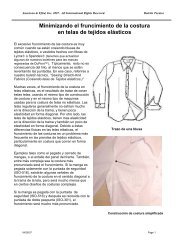
MINIMIZANDO EL FRUNCIMIENTO DE LA COSTURA<br />
El <strong>fruncimiento</strong> <strong>de</strong> <strong>la</strong> <strong>costura</strong>, se refiere al recogimiento <strong>de</strong> esta <strong>de</strong>spués <strong>de</strong> ser cosida o<br />
<strong>la</strong>vada, causando una apariencia inaceptable <strong>de</strong> <strong>la</strong> <strong>costura</strong>. El <strong>fruncimiento</strong> <strong>de</strong> <strong>la</strong> <strong>costura</strong> es<br />
más común en <strong>la</strong>s t<strong>el</strong>as <strong>de</strong> <strong>tejido</strong> que en <strong>la</strong>s <strong>de</strong> punto; y esto es prominente en t<strong>el</strong>as <strong>de</strong> <strong>tejido</strong><br />
apretado. El <strong>fruncimiento</strong> <strong>de</strong> <strong>la</strong> <strong>costura</strong> es usualmente causado por una o más <strong>de</strong> <strong>la</strong>s siguientes<br />
condiciones:<br />
• Desp<strong>la</strong>zamiento d<strong>el</strong> <strong>tejido</strong> (Estructura apretada)<br />
• Fruncimiento por Tensión (Excesiva tensión d<strong>el</strong> hilo)<br />
• Fruncimiento por <strong>la</strong> máquina (Alimentación <strong>de</strong> <strong>la</strong> máquina dispareja)<br />
DESPLAZAMIENTO DEL TEJIDO O DAÑO ESTRUCTURAL<br />
El <strong>fruncimiento</strong> <strong>de</strong> <strong>la</strong> <strong>costura</strong> es más corriente en t<strong>el</strong>as <strong>de</strong> <strong>tejido</strong> apretado, porque <strong>la</strong> t<strong>el</strong>a esta<br />
orientada en tendidos muy rígidos que no pue<strong>de</strong>n ser penetradas fácilmente por <strong>la</strong> aguja, para<br />
ser compensados con <strong>el</strong> hilo que es insertado en <strong>la</strong> <strong>costura</strong>. Esto es lo que causan estos<br />
<strong>tejido</strong>s apretados al ser penetrados dando un aspecto ondu<strong>la</strong>do a lo <strong>la</strong>rgo <strong>de</strong> <strong>la</strong> línea <strong>de</strong> <strong>la</strong><br />
<strong>costura</strong>. Este problema es más constante generalmente cuando <strong>la</strong> <strong>costura</strong> se hace en <strong>la</strong><br />
dirección <strong>de</strong> <strong>la</strong> trama d<strong>el</strong> <strong>tejido</strong> (llenando) o en direcciones diagonales.<br />
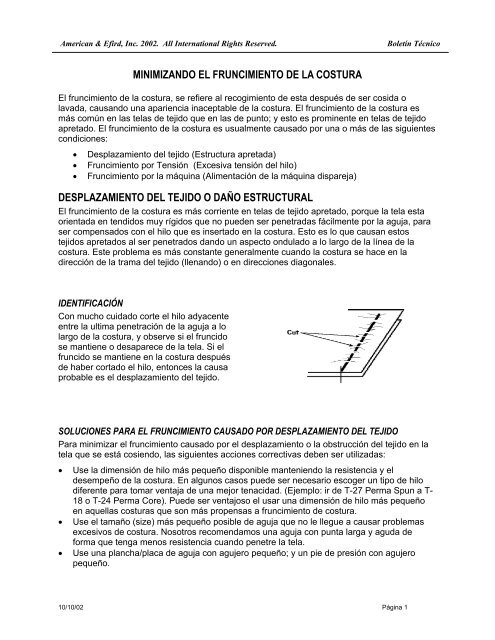
IDENTIFICACIÓN<br />
Con mucho cuidado corte <strong>el</strong> hilo adyacente<br />
entre <strong>la</strong> ultima penetración <strong>de</strong> <strong>la</strong> aguja a lo<br />
<strong>la</strong>rgo <strong>de</strong> <strong>la</strong> <strong>costura</strong>, y observe si <strong>el</strong> fruncido<br />
se mantiene o <strong>de</strong>saparece <strong>de</strong> <strong>la</strong> t<strong>el</strong>a. Si <strong>el</strong><br />
fruncido se mantiene en <strong>la</strong> <strong>costura</strong> <strong>de</strong>spués<br />
<strong>de</strong> haber cortado <strong>el</strong> hilo, entonces <strong>la</strong> causa<br />
probable es <strong>el</strong> <strong>de</strong>sp<strong>la</strong>zamiento d<strong>el</strong> <strong>tejido</strong>.<br />
SOLUCIONES PARA EL FRUNCIMIENTO CAUSADO POR DESPLAZAMIENTO DEL TEJIDO<br />
Para minimizar <strong>el</strong> <strong>fruncimiento</strong> causado por <strong>el</strong> <strong>de</strong>sp<strong>la</strong>zamiento o <strong>la</strong> obstrucción d<strong>el</strong> <strong>tejido</strong> en <strong>la</strong><br />
t<strong>el</strong>a que se está cosiendo, <strong>la</strong>s siguientes acciones correctivas <strong>de</strong>ben ser utilizadas:<br />
• Use <strong>la</strong> dimensión <strong>de</strong> hilo más pequeño disponible manteniendo <strong>la</strong> resistencia y <strong>el</strong><br />
<strong>de</strong>sempeño <strong>de</strong> <strong>la</strong> <strong>costura</strong>. En algunos casos pue<strong>de</strong> ser necesario escoger un tipo <strong>de</strong> hilo<br />
diferente para tomar ventaja <strong>de</strong> una mejor tenacidad. (Ejemplo: ir <strong>de</strong> T-27 Perma Spun a T-<br />
18 o T-24 Perma Core). Pue<strong>de</strong> ser ventajoso <strong>el</strong> usar una dimensión <strong>de</strong> hilo más pequeño<br />
en aqu<strong>el</strong><strong>la</strong>s <strong>costura</strong>s que son más propensas a <strong>fruncimiento</strong> <strong>de</strong> <strong>costura</strong>.<br />
• Use <strong>el</strong> tamaño (size) más pequeño posible <strong>de</strong> aguja que no le llegue a causar problemas<br />
excesivos <strong>de</strong> <strong>costura</strong>. Nosotros recomendamos una aguja con punta <strong>la</strong>rga y aguda <strong>de</strong><br />
forma que tenga menos resistencia cuando penetre <strong>la</strong> t<strong>el</strong>a.<br />
• Use una p<strong>la</strong>ncha/p<strong>la</strong>ca <strong>de</strong> aguja con agujero pequeño; y un pie <strong>de</strong> presión con agujero<br />
pequeño.<br />
10/10/02 Página 1
American & Efird, Inc. 2002. All International Rights Reserved.<br />
Boletín Técnico<br />
• Reduzca <strong>el</strong> número <strong>de</strong> puntadas por pulgada, <strong>de</strong> forma que hayan menos <strong>tejido</strong>s<br />
<strong>de</strong>sp<strong>la</strong>zados en <strong>la</strong> línea <strong>de</strong> <strong>la</strong> puntada que puedan causar <strong>el</strong> <strong>fruncimiento</strong>.<br />
• Cuando sea posible, corte <strong>la</strong>s piezas <strong>de</strong> <strong>la</strong> prenda <strong>de</strong> forma que estas puedan ser cosidas<br />
en <strong>la</strong> dirección correcta que permite <strong>la</strong> construcción <strong>de</strong> <strong>la</strong> t<strong>el</strong>a.<br />
• Los hilos i<strong>de</strong>ales para <strong>la</strong> <strong>costura</strong> <strong>de</strong> camisas y blusas con un mínimo <strong>fruncimiento</strong> en <strong>la</strong>s<br />
<strong>costura</strong>s incluyen nuestros T-18 y T-24 Perma Core. Estos hilos son muy fuertes para su<br />
dimensión y tienen una exc<strong>el</strong>ente lubricación que les permite coser con muy poca tensión<br />
d<strong>el</strong> hilo en <strong>la</strong> máquina.<br />
FRUNCIMIENTO POR TENSIÓN DEL HILO<br />
Si El hilo ha sido cosido en <strong>la</strong> prenda con una tensión excesiva d<strong>el</strong> hilo en <strong>la</strong> máquina <strong>de</strong> forma<br />
que ha sido a<strong>la</strong>rgado o estirado al punto <strong>de</strong> <strong>la</strong> graduación <strong>de</strong> <strong>la</strong> puntada, <strong>el</strong> hilo tratara <strong>de</strong><br />
recobrar o retornar a su <strong>la</strong>rgor original. Esto pue<strong>de</strong> causar <strong>fruncimiento</strong> inmediato tan pronto<br />
como salga d<strong>el</strong> pie <strong>de</strong> presión, como sea, algunas veces <strong>el</strong> almidón o <strong>la</strong> resina <strong>de</strong> <strong>la</strong> t<strong>el</strong>a<br />
mantendrán <strong>la</strong> <strong>costura</strong> lisa/p<strong>la</strong>na pero más tar<strong>de</strong>, <strong>la</strong> <strong>costura</strong> aparecerá fruncida. Este fenómeno<br />
también ocurre <strong>de</strong>spués <strong>de</strong> que <strong>la</strong> prenda es <strong>la</strong>vada y los materiales <strong>de</strong> apariencia como <strong>la</strong><br />
resina / goma son removidos causando <strong>el</strong> <strong>fruncimiento</strong> <strong>de</strong> <strong>la</strong> <strong>costura</strong>, y <strong>el</strong> inspector pensará<br />
que <strong>el</strong> hilo tiene mucho encogimiento. La tensión excesiva d<strong>el</strong> hilo durante <strong>la</strong> <strong>costura</strong> no<br />
causará so<strong>la</strong>mente <strong>el</strong> <strong>fruncimiento</strong> <strong>de</strong> esta, sino que también causará otros problemas tales<br />
como <strong>la</strong> ruptura d<strong>el</strong> hilo y <strong>el</strong> que se salten <strong>la</strong>s puntadas.<br />
IDENTIFICACIÓN<br />
Cuidadosamente corte <strong>el</strong> hilo adyacente<br />
entre <strong>la</strong> ultima penetración <strong>de</strong> <strong>la</strong> aguja a lo<br />
<strong>la</strong>rgo <strong>de</strong> <strong>la</strong> <strong>costura</strong> y observe si se reduce <strong>el</strong><br />
<strong>fruncimiento</strong> en <strong>la</strong> t<strong>el</strong>a. Si este se reduce,<br />
entonces <strong>la</strong> causa probable d<strong>el</strong> <strong>fruncimiento</strong><br />
<strong>de</strong> <strong>la</strong> <strong>costura</strong> es <strong>la</strong> tensión excesiva d<strong>el</strong> hilo.<br />
10/10/02 Página 2
American & Efird, Inc. 2002. All International Rights Reserved.<br />
Boletín Técnico<br />
SOLUCIONES PARA EL FRUNCIMIENTO POR TENSIÓN<br />
• Use tensión suave en <strong>la</strong> máquina. Comience graduando <strong>el</strong> botón <strong>de</strong> tensión d<strong>el</strong> hilo (bobina<br />
o looper) lo más suave posible pero manteniendo <strong>el</strong> control apropiado d<strong>el</strong> hilo. Enseguida<br />
ajuste <strong>la</strong> tensión d<strong>el</strong> hilo <strong>de</strong> <strong>la</strong> aguja al mínimo niv<strong>el</strong> necesario para mantener una <strong>costura</strong><br />
firme y una puntada ba<strong>la</strong>nceada. Esto no solo reduce <strong>la</strong> <strong>el</strong>ongación d<strong>el</strong> hilo en <strong>la</strong> <strong>costura</strong>, si<br />
no que también mejora <strong>la</strong> formación <strong>de</strong> <strong>la</strong> <strong>la</strong>zada y <strong>la</strong> habilidad <strong>de</strong> ser cosido.<br />
• Use un tipo <strong>de</strong> hilo con poca <strong>el</strong>ongación o un alto modulo inicial para minimizar <strong>el</strong><br />
estiramiento durante <strong>la</strong> <strong>costura</strong>. Use hilo con una buena característica <strong>de</strong> lubricación que<br />
permitirá ser cosido con una mínima tensión.<br />
• Reduciendo <strong>la</strong> dimensión d<strong>el</strong> hilo no so<strong>la</strong>mente ayudará a reducir <strong>la</strong> obstrucción estructural,<br />
si no que también podrá ser cosido con tensión suave <strong>de</strong> <strong>la</strong> máquina, porque un hilo más<br />
d<strong>el</strong>gado requiere menos tensión para ja<strong>la</strong>rlo entre <strong>la</strong> <strong>costura</strong> y hacer <strong>la</strong> puntada.<br />
• Si <strong>el</strong> problema no parece ser daño estructural, aumente <strong>el</strong> tamaño (size) <strong>de</strong> <strong>la</strong> aguja o use<br />
aguja <strong>de</strong> punta redonda para abrir un agujero más gran<strong>de</strong> en <strong>la</strong> t<strong>el</strong>a, <strong>de</strong> manera que se<br />
pueda hacer <strong>la</strong> puntada con <strong>la</strong> más mínima tensión posible.<br />
• Gradúe apropiadamente <strong>el</strong> resorte tensor <strong>de</strong> forma que <strong>la</strong> puntada pueda ser graduada con<br />
<strong>la</strong> más mínima tensión posible. Limpie o cambie todos los ojales y guía hilos que estén<br />
acana<strong>la</strong>dos para asegurarse <strong>de</strong> que estos no afecten <strong>la</strong>s propieda<strong>de</strong>s <strong>de</strong> <strong>la</strong> fricción d<strong>el</strong> hilo.<br />
Algunas máquinas cuentan con un sistema <strong>de</strong> tensión rotatorio que contro<strong>la</strong> <strong>la</strong> tensión en<br />
forma más uniforme que <strong>el</strong> sistema convencional <strong>de</strong> disco.<br />
• En algunas máquinas <strong>la</strong>s guías <strong>de</strong> los hilos y los ojales, pue<strong>de</strong>n ser ajustadas para<br />
contro<strong>la</strong>r <strong>el</strong> hilo más eficientemente <strong>de</strong> forma que se requiere menos tensión. Esto es<br />
aconsejable cuando sea posible.<br />
• MÁQUINAS DE PUNTADAS DE SEGURIDAD:<br />
– En <strong>la</strong>s máquinas <strong>de</strong> puntada <strong>de</strong> seguridad, asegúrese que <strong>el</strong> seguro <strong>de</strong> <strong>la</strong> bobina (<br />
positioning finger) este graduado correctamente para que permita <strong>el</strong> paso d<strong>el</strong> hilo por <strong>el</strong><br />
gancho con mínima resistencia. Si <strong>la</strong> máquina tiene un abridor manual (mechanical<br />
opener), gradúe <strong>el</strong> abridor para cambiar <strong>la</strong> posición d<strong>el</strong> soporte <strong>de</strong> <strong>la</strong> caja <strong>de</strong> <strong>la</strong> bobina<br />
<strong>de</strong> forma que <strong>de</strong>je pasar <strong>el</strong> hilo por <strong>el</strong> seguro <strong>de</strong> <strong>la</strong> bobina (positioning finger) con <strong>la</strong><br />
mínima resistencia que sea posible.<br />
– En <strong>la</strong>s máquinas <strong>de</strong> puntada <strong>de</strong> seguridad, algunas veces es necesario refinar <strong>la</strong> cuña o<br />
<strong>el</strong> ri<strong>el</strong> en <strong>la</strong> caja que sostiene <strong>la</strong> bobina, <strong>de</strong> forma que <strong>el</strong> hilo pueda ser liberado por <strong>el</strong><br />
garfio lo antes posible en <strong>el</strong> ciclo <strong>de</strong> <strong>la</strong> puntada. Esto algunas veces permite que se<br />
gradúe <strong>el</strong> hilo con una tensión suave.<br />
– En <strong>la</strong> mayoría <strong>de</strong> <strong>la</strong>s máquinas <strong>de</strong> coser, cuatro <strong>el</strong>ementos ayudan en <strong>la</strong> graduación <strong>de</strong><br />
<strong>la</strong> puntada en <strong>la</strong> <strong>costura</strong>. El sistema que ja<strong>la</strong> <strong>el</strong> hilo, <strong>el</strong> sistema <strong>de</strong> alimentación, <strong>la</strong><br />
tensión d<strong>el</strong> hilo <strong>de</strong> <strong>la</strong> aguja y <strong>la</strong> tensión d<strong>el</strong> hilo <strong>de</strong> abajo. El sincronizado d<strong>el</strong> sistema <strong>de</strong><br />
alimentación en referencia con <strong>el</strong> sistema que ja<strong>la</strong> <strong>el</strong> hilo es muy importante para coser<br />
con tensión suave.<br />
– En casos extremos, pue<strong>de</strong> ser necesario usar un garfio sin aceite <strong>el</strong> cual usa un ri<strong>el</strong><br />
recubierto con Teflon. Se ha encontrado que <strong>el</strong> aceite <strong>de</strong> <strong>la</strong> maquina emigra en otras<br />
superficie d<strong>el</strong> garfio y pue<strong>de</strong> incrementar <strong>la</strong> fricción <strong>de</strong> <strong>la</strong> superficie.<br />
10/10/02 Página 3
American & Efird, Inc. 2002. All International Rights Reserved.<br />
Boletín Técnico<br />
• MÁQUINAS DE PUNTADA DE CADENETA:<br />
– En <strong>la</strong>s máquinas <strong>de</strong> puntada <strong>de</strong> ca<strong>de</strong>neta 401, ajuste <strong>el</strong> ba<strong>la</strong>nce <strong>de</strong> <strong>la</strong> puntada <strong>de</strong> forma<br />
que <strong>la</strong> aguja <strong>de</strong> <strong>la</strong> <strong>la</strong>zada en <strong>la</strong> parte <strong>de</strong> abajo <strong>de</strong> <strong>la</strong> <strong>costura</strong>, continúe por lo menos <strong>la</strong><br />
mitad d<strong>el</strong> recorrido antes <strong>de</strong> <strong>la</strong> próxima penetración <strong>de</strong> <strong>la</strong> aguja cuando <strong>el</strong> hilo d<strong>el</strong><br />
corchete (Looper) no se pueda soltar <strong>de</strong> <strong>la</strong> <strong>costura</strong>. El hilo d<strong>el</strong> corchete (looper) <strong>de</strong>be<br />
estar lo más flojo posible.<br />
– Ajuste <strong>el</strong> control d<strong>el</strong> hilo para permitir que <strong>la</strong> puntada sea graduada con <strong>la</strong> menor<br />
tensión posible. En muchas máquinas <strong>de</strong> puntada <strong>de</strong> ca<strong>de</strong>neta, es mejor graduarle <strong>la</strong><br />
mayor cantidad d<strong>el</strong> hilo <strong>de</strong> <strong>la</strong> aguja por medio d<strong>el</strong> disco <strong>de</strong> tensión, cuando <strong>la</strong> aguja esta<br />
subiendo, y una cantidad pequeña, cuando <strong>la</strong> aguja esta <strong>de</strong>scendiendo (75% subiendo<br />
y 25% bajando). Ad<strong>el</strong>antando <strong>el</strong> tiempo d<strong>el</strong> tira hilo d<strong>el</strong> corchete (looper), algunas veces<br />
permite que <strong>el</strong> hilo <strong>de</strong> <strong>la</strong> aguja sea liberado más rápido, <strong>de</strong> esta manera pue<strong>de</strong> ser<br />
graduada <strong>la</strong> máquina con una tensión <strong>de</strong> hilo más suave.<br />
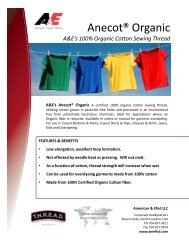
FRUNCIMIENTO EN LA APLICACIÓN DE LAS TELAS (APLICACIÓN DISPAREJA)<br />
El <strong>fruncimiento</strong> por aplicación dispareja <strong>de</strong> <strong>la</strong>s t<strong>el</strong>as ocurre, cuando una <strong>de</strong> <strong>la</strong>s piezas <strong>de</strong> t<strong>el</strong>a es<br />
cosida con tensión diferente a <strong>la</strong> otra u otras. Esto causa un efecto <strong>de</strong> recogimiento en una <strong>de</strong><br />
<strong>la</strong>s piezas <strong>de</strong> t<strong>el</strong>a. Aplicación dispareja como se muestra en (a) usualmente ocurre cuando <strong>el</strong><br />
pie prensa-t<strong>el</strong>as retiene <strong>la</strong> pieza <strong>de</strong> t<strong>el</strong>a superior mientras que <strong>la</strong> parte inferior es alimentada en<br />
<strong>la</strong> maquina por <strong>el</strong> imp<strong>el</strong>ente <strong>de</strong> dientes en una proporción más rápida. (b) usualmente ocurre<br />
cuando <strong>el</strong> operador retiene <strong>la</strong> pieza <strong>de</strong> t<strong>el</strong>a inferior y al mismo tiempo empuja <strong>la</strong> parte superior<br />
hacia <strong>la</strong> máquina, <strong>de</strong> esta forma al final <strong>de</strong> <strong>la</strong> <strong>costura</strong> los terminales <strong>de</strong> <strong>la</strong>s t<strong>el</strong>as son <strong>de</strong>siguales.<br />
Muchas <strong>costura</strong>s observadas anteriormente muestran <strong>la</strong>s dos condiciones, con <strong>la</strong> primera<br />
usualmente contribuyendo, porque más tar<strong>de</strong> <strong>el</strong> operador intenta corregir en <strong>la</strong> <strong>costura</strong> <strong>la</strong><br />
aplicación dispareja <strong>de</strong> <strong>la</strong>s t<strong>el</strong>as.<br />
IDENTIFICACIÓN<br />
Haga dos cortes perpendicu<strong>la</strong>res a través <strong>de</strong> <strong>la</strong> <strong>costura</strong> don<strong>de</strong> se encuentra <strong>el</strong> <strong>fruncimiento</strong>.<br />
Remueva <strong>el</strong> hilo <strong>de</strong> <strong>la</strong> <strong>costura</strong> y vea si <strong>la</strong>s dos aplicaciones son iguales <strong>de</strong> <strong>la</strong>rgas. Si una es<br />
más <strong>la</strong>rga que <strong>la</strong> otra, esto quiere <strong>de</strong>cir que <strong>el</strong> <strong>fruncimiento</strong> ha sido causado por <strong>la</strong> aplicación<br />
dispareja <strong>de</strong> <strong>la</strong>s piezas al momento <strong>de</strong> <strong>la</strong> <strong>costura</strong>.<br />
SOLUCIONES PARA FRUNCIMIENTO POR APLICACIÓN DISPAREJA<br />
Para minimizar <strong>el</strong> <strong>fruncimiento</strong> <strong>de</strong> <strong>la</strong> <strong>costura</strong> causado por <strong>la</strong> aplicación dispareja <strong>de</strong> <strong>la</strong>s t<strong>el</strong>as, se<br />
<strong>de</strong>ben utilizar <strong>la</strong>s siguientes acciones correctivas:<br />
• Use una presión mínima en <strong>el</strong> prensa-t<strong>el</strong>as que mantendrá una aplicación uniforme <strong>de</strong> <strong>la</strong>s<br />
t<strong>el</strong>as. Asegúrese <strong>de</strong> que <strong>el</strong> prensa-t<strong>el</strong>as este presionando apropiadamente <strong>la</strong> t<strong>el</strong>a en los<br />
dos <strong>la</strong>dos al frente y atrás <strong>de</strong> <strong>la</strong> aguja. Cuando se ingresa <strong>la</strong> t<strong>el</strong>a y esta está en movimiento,<br />
<strong>la</strong> <strong>costura</strong> <strong>de</strong>be ser presionada completamente por toda <strong>la</strong> parte inferior d<strong>el</strong> prensa–t<strong>el</strong>as.<br />
Esto pue<strong>de</strong> ser chequeado insertando un pedazo <strong>de</strong> pap<strong>el</strong> <strong>de</strong>bajo d<strong>el</strong> pie prensa-t<strong>el</strong>as en<br />
ángulos diferentes y observando si <strong>el</strong> pie presiona <strong>la</strong> t<strong>el</strong>a apropiadamente.<br />
• Gradúe <strong>el</strong> imp<strong>el</strong>ente <strong>de</strong> dientes (feed dogs) a <strong>la</strong> altura apropiada y chequee <strong>el</strong> arrastre. El<br />
imp<strong>el</strong>ente <strong>de</strong> dientes (feed dog), <strong>de</strong>be tener <strong>la</strong> cantidad optima <strong>de</strong> dientes por pulgada y <strong>el</strong><br />
número <strong>de</strong> hileras <strong>de</strong> los mismos para <strong>el</strong> tipo <strong>de</strong> operación y <strong>de</strong> t<strong>el</strong>a que se va a coser. El<br />
<strong>fruncimiento</strong> también pue<strong>de</strong> ocurrir si <strong>la</strong> t<strong>el</strong>a no se mantiene p<strong>la</strong>na a medida que va<br />
ingresando en <strong>la</strong> máquina, creando una apariencia <strong>de</strong> pliegues cuando <strong>la</strong>s piezas ingresan<br />
10/10/02 Página 4
American & Efird, Inc. 2002. All International Rights Reserved.<br />
Boletín Técnico<br />
al imp<strong>el</strong>ente <strong>de</strong> dientes (feed dog). Usualmente <strong>la</strong>s t<strong>el</strong>as livianas sin arrugas (ap<strong>la</strong>nchado<br />
permanente), se <strong>de</strong>ben coser con imp<strong>el</strong>ente <strong>de</strong> dientes (feed dog) <strong>de</strong> 20 o 24 dientes por<br />
pulgada. T<strong>el</strong>as <strong>de</strong> peso mediano tales como pantalones para hombre, se <strong>de</strong>ben coser con<br />
imp<strong>el</strong>ente <strong>de</strong> dientes (feed dog) <strong>de</strong> 14 o 18 dientes por pulgada. T<strong>el</strong>as pesadas son<br />
usualmente cosidas con imp<strong>el</strong>ente <strong>de</strong> dientes (feed dog) <strong>de</strong> 8 o 12 dientes por pulgada.<br />
• Use <strong>el</strong> pie prensa-t<strong>el</strong>as correcto y <strong>la</strong> p<strong>la</strong>ncha <strong>de</strong> <strong>la</strong> aguja correcta para <strong>el</strong> tipo <strong>de</strong> operación y<br />
material que vaya a ser cosido. La p<strong>la</strong>ncha <strong>de</strong> <strong>la</strong> aguja y <strong>el</strong> pie d<strong>el</strong> prensa-t<strong>el</strong>as, <strong>de</strong>ben<br />
tener r<strong>el</strong>ativamente agujeros pequeños en r<strong>el</strong>ación con <strong>el</strong> tamaño <strong>de</strong> <strong>la</strong> aguja que se va a<br />
usar. Como una reg<strong>la</strong> general, <strong>el</strong> ojo <strong>de</strong> <strong>la</strong> aguja <strong>de</strong>be ser aproximadamente <strong>el</strong> doble <strong>de</strong> <strong>la</strong><br />
dimensión <strong>de</strong> <strong>la</strong> aguja. Chequee que <strong>la</strong> p<strong>la</strong>ncha <strong>de</strong> <strong>la</strong> aguja no este dob<strong>la</strong>da en <strong>el</strong> agujero.<br />
• Use un pie <strong>de</strong> prensa-t<strong>el</strong>as <strong>de</strong> poca fricción: con recubrimiento <strong>de</strong> Teflon, cojinetes <strong>de</strong><br />
rodamiento, “Pie Imp<strong>el</strong>ente” (feeding foot), etc. Use una p<strong>la</strong>ncha <strong>de</strong> aguja “anti<strong>fruncimiento</strong>”<br />
con resorte retenedor que sostenga <strong>la</strong> t<strong>el</strong>a <strong>de</strong> abajo <strong>de</strong> forma que se<br />
mantenga igual a <strong>la</strong> <strong>de</strong> arriba.<br />
• Use máquinas equipadas con aguja imp<strong>el</strong>ente o un mecanismo imp<strong>el</strong>ente combinado<br />
don<strong>de</strong> se mueve <strong>la</strong> aguja con <strong>el</strong> imp<strong>el</strong>ente a medida que <strong>la</strong> t<strong>el</strong>a es cosida. Este “pinzaje” <strong>de</strong><br />
<strong>la</strong>s piezas al momento en que son alimentadas en <strong>la</strong> máquina, ayuda a reducir <strong>el</strong><br />
<strong>fruncimiento</strong> por aplicación.<br />
• Cuando sea posible, use máquinas equipadas con mecanismo <strong>de</strong> arrastre superior auxiliar<br />
tal como: pie articu<strong>la</strong>do (walking foot), imp<strong>el</strong>ente, rodillo <strong>de</strong> arrastre superior (top driven<br />
roller feed), banda <strong>de</strong> arrastre superior, etc.<br />
• En máquinas equipadas con sistema <strong>de</strong> arrastre <strong>de</strong> diferencial, gradúe <strong>la</strong> acción d<strong>el</strong><br />
diferencial a un estiramiento suave <strong>de</strong> <strong>la</strong> t<strong>el</strong>a <strong>de</strong> abajo, para que se mantenga igual con <strong>la</strong><br />
t<strong>el</strong>a superior <strong>de</strong> forma que sean cosidas en forma pareja.<br />
• Use máquinas automáticas equipadas con sistema <strong>de</strong> presión <strong>de</strong> material que previene y<br />
no permite que <strong>la</strong> t<strong>el</strong>a se mueva mientras esta siendo cosida.<br />
• Asegúrese <strong>de</strong> que este usando <strong>la</strong> capacidad correcta <strong>de</strong> plegadores y guías para <strong>el</strong> tipo <strong>de</strong><br />
t<strong>el</strong>a que esta cosiendo.<br />
• Observe <strong>el</strong> manejo apropiado <strong>de</strong> <strong>la</strong> t<strong>el</strong>a en y hacia <strong>la</strong> máquina por parte d<strong>el</strong> operador.<br />
• Asegúrese <strong>de</strong> que <strong>la</strong>s piezas hayan sido cortadas apropiadamente en <strong>el</strong> cuarto <strong>de</strong> corte y<br />
se les haya sido <strong>de</strong>jado <strong>el</strong> margen apropiado <strong>de</strong> <strong>la</strong> <strong>costura</strong>, <strong>de</strong> forma que <strong>la</strong>s partes sean<br />
iguales <strong>de</strong> <strong>la</strong>rgas antes <strong>de</strong> <strong>la</strong> <strong>costura</strong>.<br />
• Si <strong>la</strong>s piezas no tienen <strong>la</strong>s mismas características <strong>de</strong> estiramiento, coloque <strong>la</strong> pieza con<br />
más cantidad <strong>de</strong> estiramiento contra <strong>el</strong> sistema <strong>de</strong> arrastre si es posible.<br />
10/10/02 Página 5