















Fundamentos de los acabados de superficies metálicas

Figura 1
Tener la herramienta correcta y el abrasivo correcto ayuda a obtener un acabado aceptable para productos de grado alimenticio.
El acabado es tanto un arte como una ciencia, y con frecuencia plantea retos para los fabricantes de soldadura y los contratistas mecánicos de la actualidad.
Sin importar si el acabado que desea obtener es lineal, no direccional o espejo, necesita seguir un proceso específico para llegar al acabado deseado. Seguir los pasos correctos y usar la herramienta de potencia correcta y el consumible correspondiente resultan en un proceso eficiente y efectivo, lo que reduce la frustración y muy probablemente los costos de producción a la larga.
El acabado deseado de un trabajo depende de la aplicación del producto, del material y del tipo de acabado que requiere su cliente. La falta de capacitación formal en el proceso de acabado puede llevar a resultados indeseables. Esto incluye la frustración de no lograr el acabado requerido y el uso de una cantidad excesiva de consumibles, lo que puede tener un gran impacto en el costo del proyecto. Seguir los pasos y procesos requeridos para lograr diferentes acabados puede paliar esta frustración y ayudar a evitar problemas que los fabricantes pueden enfrentar cuando les encargan un acabado.
Una explicación de los valores de acabado
Antes de discutir un proceso paso a paso para tener éxito en el acabado de metales, necesita entender el valor Ra (que es la rugosidad promedio determinada por un algoritmo) y los diferentes valores requeridos para lograr un acabado específico. Los clientes típicamente dan un valor de Ra deseado cuando describen sus requerimientos de acabado.
Este “promedio de rugosidad”, el cual se expresa en unidades de micro-pulgadas, es con mucho el parámetro más común en Estados Unidos para cuantificar la rugosidad superficial de un material. Usando un dispositivo llamado perfilómetro con una aguja de diamante altamente sensible, puede medir los denominados “picos y valles” de la superficie acabada. Es importante tener en mente que el número resultante de hecho es un promedio de los puntos de datos que toma el perfilómetro, lo que significa que es posible tener un acabado superficial inconsistente que siga dando una Ra aceptable. Por este motivo es importante entender por completo los pasos del proceso de acabado y seguirlos.
Así que, después de que su taller termina de cortar, rectificar y alisar, entonces usted es el encargado del paso final de acabado. Las instrucciones del trabajo requieren un acabado espejo—una Ra de 4 a 8 micro-pulgadas. ¿En qué difiere eso de un acabado sanitario o incluso de un acabado fino? Un proceso no se adapta a todo, y tener un claro entendimiento de la velocidad correcta de la herramienta, del consumible correcto y de cómo usar esos elementos son factores críticos para lograr el resultado deseado.
Primero, concentrémonos en los diferentes tipos de acabados.
Acabado Sanitario. Si está manejando productos de grado alimenticio, es vital lograr un acabado sanitario (Ra de 30 a 35 micro-pulgadas). Evitar el crecimiento de bacterias es la meta principal en este tipo de aplicaciones. Debido a esto, no se permiten partículas finas ni rayones, pues pueden atrapar bacterias. Un acabado sanitario libre de raspones y partículas ayuda a facilitar un lavado y una limpieza correctos.
Para lograr un acabado sanitario, necesita aplicar el abrasivo correcto a la velocidad correcta, para que el patrón de rayas se cree de manera uniforme y consistente (vea la Figura 1). Un acabado sanitario no debe dejar rayas profundas.
Un problema común en el acabado del acero inoxidable es la decoloración. El acero inoxidable no conduce bien el calor. Si una rectificadora está trabajando demasiado rápido, genera calor excesivo, lo que quema el níquel y el cromo en el acero inoxidable. Esto también puede tener un impacto negativo en la vida y en el desempeño del producto consumible. El resultado es que usted termina con puro acero y un acabado amarillo opaco en su producto. He aquí un consejo de fabricación: es esencial que usted use el producto abrasivo a la velocidad recomendada para controlar el calor y mitigar este problema.

Figura 2
Un acabado fino, como se muestra aquí, se encuentra comúnmente en productos fabricados para las industrias médica y farmacéutica.
Acabado Fino. Los productos usados en aplicaciones médicas y farmacéuticas, así como en la industria aeroespacial, requieren un acabado fino (Ra de 12 a 16 micro-pulgadas) para evitar la corrosión y mejorar la integridad estructural y la durabilidad (vea la Figura 2). Además, un acabado fino permite limpieza sanitaria con partículas más pequeñas como por ejemplo polvos, que son comunes en estos ambientes.
Acabado Espejo. Probablemente el acabado más difícil y menos comprendido es el acabado espejo (vea la Figura 3). Encontrará que estos acabados se requieren en aplicaciones arquitectónicas y decorativas. Puede que no sean tan comunes, pero cuan-
do a su taller le llega uno de estos trabajos, usted querrá asegurarse de usar la técnica correcta y lograr el resultado final en el menor número de pasos posible.
El proceso paso a paso para lograr el acabado
Para obtener los mejores resultados, use un producto con una almohadilla de refuerzo flexible que pueda usarse con múltiples discos abrasivos. Esto ahorra valioso tiempo de mano de obra y cambio de herramientas.
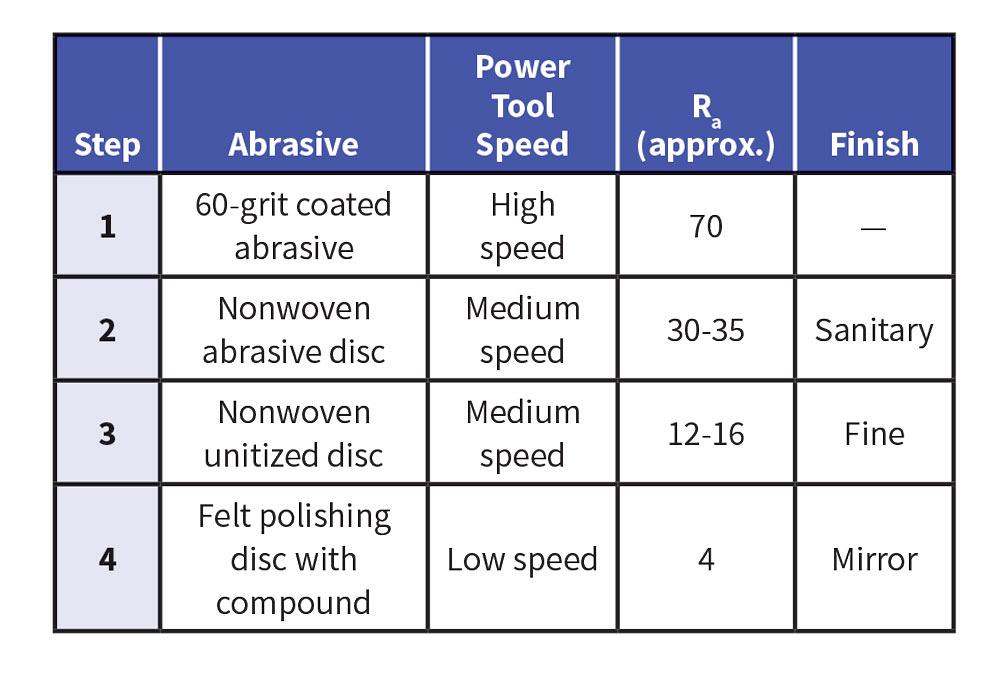
Éstos son los pasos para obtener el acabado deseado:
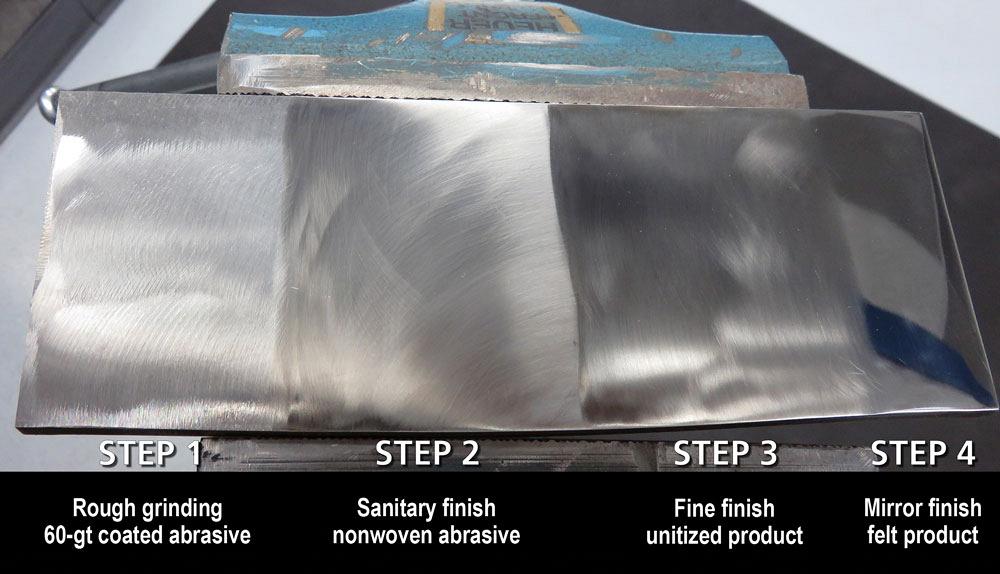
La Figura 4 muestra las diferentes etapas para lograr un acabado espejo.
Nota: es importante rotar el patrón de rayas 90 grados en cada paso para alisar rayas del paso previo.
El acabado es una parte importante del proceso de fabricación y puede lograrse fácilmente si tiene una comprensión total de los requerimientos para el acabado deseado. El conocimiento del material y la combinación correcta de consumible y velocidad de la herramienta de potencia son las claves para lograr el acabado deseado con el mayor ahorro en costos y tiempo. y
Jeff Kwasny es especialista en aplicaciones, PFERD Inc., www.pferdusa.com.

About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

3
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

4
Máquina de corte por láser diseñada para el mercado mexicano

5
La sierra de doble carro sigue los contornos del tubo perfectamente
