
Mechanical Recycling of Post-Industrial PC/ABS Blends from the Automotive Sector by Mixture Design
by
 ,
,
Silvia Zanatta
1,
Carlo Boaretti
1,
Eleonora Dal Lago
2,
Luca Scopel
1,
Diego Penzo
1 and
Michele Modesti
1,* 1
Department of Industrial Engineering, University of Padova, Via Marzolo 9, 35131 Padova, Italy
2
LaPrima Green Solutions S.r.l., Viale Europa, 46, 36033 Isola Vicentina, Italy
*
Author to whom correspondence should be addressed.
Processes 2024, 12(2), 349; https://doi.org/10.3390/pr12020349
Submission received: 30 December 2023
/
Revised: 26 January 2024
/
Accepted: 30 January 2024
/
Published: 7 February 2024
(This article belongs to the Special Issue 10th Anniversary of Processes: Feature Papers in Chemical Processes and Systems)
Abstract
:The widespread use of plastic materials poses significant environmental challenges, which have promoted a growing call for a circular approach to such materials, emphasizing waste reintegration into production. From this perspective, the present study focuses on analyzing a post-industrial recycled stream of chrome-plated automotive scraps composed of acrylonitrile–butadiene–styrene (ABS), polycarbonate (PC), and a commercial PC/ABS blend. The batch-to-batch varying proportions of these constituents make control of the recycled materials’ quality challenging. To address this problem, we formulated an I-optimal mixture design model using the infrared absorbance ratio of selected peaks and Izod impact resistance results for injection-molded samples as inputs to determine the composition of each batch quickly. The two model equations (adjusted R2 > 0.97) obtained, based on cubic expression and regressed from data obtained from 27 mixtures with known compositions, were combined into a single system for the determination of unknown batch compositions. The validation test showed that the models can satisfactorily predict both the infrared and Izod results of blends with known compositions, but in the latter case, the results are less reliable, probably due to specific blend morphological interactions according to specific compositions. The results can improve mechanical recycling methodologies for reintroducing plastic wastes to the market.
1. Introduction
Versatility and different ranges of properties of plastic materials are the key elements that have promoted their widespread application across a broad spectrum of consumer and industrial uses, becoming a competitive alternative to more traditional materials. An illustrative case is the automotive industry, where polymers and polymer-based composites have gradually replaced metallic components thanks to their low density, which ensures fuel savings ranging from 25 to 35% and concurrent lower carbon dioxide emissions [1]. However, the surging demand for polymers has led to an increased reliance on non-renewable resources [2,3] and the accumulation of end-of-life plastic in the environment [4]. In response to the challenges of resource depletion and environmental pollution stemming from plastic waste, a shift from a linear (make, use, and dispose) to a circular approach in the life cycle of plastic materials has become imperative [5]. This circular model involves reintegrating waste into the production cycle, establishing a self-sustaining economic production system. Plastic materials discarded at the end of their life (end of life—EOL) can be managed in different ways, depending on the technical, environmental, and economic feasibilities of each processing solution [6,7,8,9].
Modern plastics and composites in the automotive sector are used in different components, such as bumpers, profiles, logos, doors, seat belts, airbags, dashboards, and even vehicle driveshafts. In this context, metallized plastic components are used to combine lightweight substrates, ensuring mechanical strength, with shiny and glossy surfaces typical of metallic components. The metallization process involves a step for etching polymeric substrates to create micro-engraved and hydrophilic surfaces that ensure the mechanical adhesion of thin metallic films, which are subsequently fixed on the substrates by electrodeposition. To this end, it is necessary to choose selectively adherable resins that can combine suitable thermomechanical properties. Among these, acrylonitrile–butadiene–styrene (ABS), polycarbonate (PC), and their blends (PC/ABS) are the standard substrates used in the automotive sector to produce metallized components. ABS provides high impact strength even at low temperatures, chemical resistance, and ease of processing, while PC adds high mechanical strength and heat resistance. Consequently, finding a sustainable end-of-life treatment solution for PC/ABS blends derived from automotive scraps is crucial to mitigate waste and environmental impacts.
The recycling of polymer blends presents specific difficulties, encompassing both technical and non-technical aspects [10]. For such materials, mechanical recycling is the most straightforward solution, especially in situations where the separation of commingled plastics is not feasible or economically sustainable [11]. On the other hand, an additional challenge is related to the extent of the interaction between the different polymeric phases, which depends on the blend’s composition and morphology [12,13], according to the selected processing conditions and previous thermomechanical history of the material [14,15]. Within the context of PC, ABS, and their blends, several studies have investigated the properties of recycled materials but mainly from the point of view of variability [14,15,16] and recovery [17,18], as well as in terms of the reprocessing effect [19,20].
It has been shown that blends of PC and ABS can be easily recycled and possess appropriate mechanical properties [11,21], leading to the conclusion that these blends can be directly prepared from mixed scraps without sorting [22]. Although various commercially available PC/ABS blends pose no significant challenges in recycling due to their similar properties, the presence of fractions of pure PC and ABS in mixed waste introduces considerable variability to material characteristics, depending on the relative quantities of these three components [13,23]. This variability is particularly notable in the case of waste derived from the chromed logos and profiles of cars. In these instances, the plastic substrate may consist of pure PC, pure ABS, or a specific PC/ABS blend containing 45% PC. The recycling of chromed components becomes inherently challenging due to the unpredictable compositions of PC, ABS, and PC/ABS in each batch of post-industrial waste. The literature currently lacks an exploration of the control mechanisms for this intricate process, and it is within this knowledge gap that this study is positioned.
In the present study, we derived a simple model to identify the compositions of different automotive chromed-component wastes (comprising metallized PC, ABS, and a specific PC/ABS blend). Two key characteristics of the mixture were analyzed: the impact resistance, a crucial property for automotive applications that strongly depends on the blend’s composition, and the ratio of the characteristic infrared peaks for the materials present in the blend. From this point of view, it is worthwhile to consider that a variety of different techniques can be employed to identify the composition of unknown recycled polymers, such as spectroscopic [24,25], thermal [26,27], elemental [28], pyrolysis gas chromatography analysis [29], or a combination of them [30,31]. While some of these techniques are capable of providing detailed information on samples’ compositions, they are usually expensive and require large and stationary instrumentation, limiting the number of samples to be analyzed. The use of infrared (IR) spectroscopy offers the advantage of obtaining spectra in a non-destructive manner, with very low acquisition time to achieve a good signal-to-noise ratio, along with a simple integration in recycling facilities. Additionally, medium-IR is more suitable for the purpose of this study, compared to near-IR, due to its insensitivity to black-colored plastics and better peak resolution, which is ideal for peak ratio calculations [32]. While considered a standard analytical technique, IR spectroscopy is the most suitable option for promptly inspecting and assessing material composition thanks to an easy calibration, requiring a limited amount of sample [33]. The novel approach in this study is the combination of this characterization with impact resistance measurements of the recovered material to uniquely identify the mixture’s composition, serving as a starting point for improving its mechanical recycling. Specifically, we developed two models using these characterization tests as response variables in a ‘Design of Experiments’ (DoE) statistical approach, employing a mixture design starting from blends of known composition. These resulting models were combined together to utilize both the IR spectroscopy and impact resistance results to identify the chemical composition of the received waste, in terms of weight percentage of the three components (PC, ABS, PC/ABS). Additionally, the model can predict impact resistance properties based on the chemical composition. To the best of our knowledge, this approach of combining chemical and mechanical characterization of a ternary polymer mixture to identify its composition has not been reported in literature before. The successful application of the proposed approach can allow a quick assessment of the performance of a recycled batch, determining whether it is ready for reintroduction to the market or requires a further improvement with additives or virgin material addition.
2. Materials and Methods
2.1. Materials
Discarded car profiles and logos, exhibiting post-chroming surface defects, were gathered as post-industrial scraps and kindly provided by LaPrima Plastics company (Isola Vicentina, Italy). These chromed components consist of several polymers, including ABS (Novodur P2MC, INEOS Styrolution Europe GmbH, Frankfurt, Germany), PC (Makrolon 2405, Covestro AG, Leverkusen, Germany), and a specific PC/ABS commercial blend (Bayblend T45, Covestro AG, containing 45 wt.% of PC and 55 wt.% of ABS) in varying proportions. These three polymer grades are always employed into this type of post-industrial scraps, originating from chromed components for the automotive industry. Due to the diverse properties of these materials and the variable composition of the scraps across batches resulting from mixed waste sources and subsequent collection stages, the quality of each collected batch of scraps is highly variable.
This study examines post-industrial wastes, which includes both recycled un-chromed (RuC) materials (only molded polymer parts ground to obtain polymer powder) and recycled post-chrome-layer-removal (RCr) materials (chromed molded parts undergoing grinding and chrome layer removal processes). The objective is to assess whether chroming and chrome layer removal processes affect the quality of the mechanical recycling process. Since the results of a preliminary analysis, which are subsequently reported, suggest that chrome deposition and removal do not affect the polymer substrate recycling, the mixture experiments focus solely on the RCr materials, which are the material typically used by LaPrima Plastics company in practice.
2.2. Methods
Before undergoing mechanical recycling through melt processing, each batch of mixed components composed of chromed ABS, PC, and PC/ABS underwent pre-treatments for subsequent processing. These pre-treatments included a grinding stage to obtain coarse powder and a mechanical removal of the metal layer, using a process patented by LaPrima Plastics company.
After pre-treatment, the ABS, PC, and PC/ABS blends were, first of all, dried in a dryer (DAC6, Plastic System, Borgoricco, Italy) at 100 °C for 8 h, then dry-blended and subsequently injection-molded using a laboratory-scale injection molding machine (Canbio V55, Negri Bossi, Cologno Monzese, Italy). The process conditions adopted were as follows:
- Barrell temperature profile: 230–240–250–260 °C;
- Mold temperature: 60 °C (pure ABS), 70 °C (pure PC/ABS and PC/ABS plus ABS blends), 80 °C (PC and blends containing PC).
The injection speed varied from 25 to 45% of maximum velocity, and the pressure ranged from 45 to 70 bar, depending on the material requirements for cavity filling. Although ABS, PC, and PC/ABS require different molding temperatures to optimize material strength, these temperatures were kept constant to replicate real-life operating conditions where a compositionally unknown waste is processed.
The evaluation of blend composition was carried out by Fourier-transform infrared spectroscopy (FT-IR). Sample spectra were collected with a Thermo Scientific (Waltham, MA, USA) Nicolet iS50 FT-IR Spectrometer using a Smart iTR Attenuated Total Reflectance sampling accessory equipped with a diamond crystal. Spectra were collected in the 4000–650 cm−1 wavenumber range with 64 scans and a 4 cm−1 resolution. Absorbance values were computed using the peak height measured according to a fixed reference baseline. Specifically, two peaks were chosen: one at 1505 cm−1, corresponding to a stretching of the C=C bond in the aromatic ring of PC, and one at at 2237 cm−1, associated with the stretching of the cyano-group in acrylonitrile within ABS. The reference baseline for the 1505 cm−1 peak (PC) was taken in the 1425–1540 cm−1 interval, while the 2099–2372 cm−1 interval was considered for the peak at 2237 cm−1.
Notched Izod impact strength was measured by an impact pendulum (Instron CEAST 9010, Norwood, MA, USA) according to UNI EN ISO 180 [34], testing five injection-molded samples for each kind of the studied materials under controlled conditions (23 °C and 50% RH).
The melt flow index (MFI) of the material was measured with an Instron MF10 melt flow meter, according to the ISO 1133 standard [35], using selected conditions according to the specific datasheet of each polymer producer:
- ABS (Novodur P2MC): 200 °C, 10 kg;
- PC (Makrolon 2405): 300 °C, 1.2 kg;
- PC/ABS blend (Bayblend T45): 260 °C, 5 kg.
To establish the mathematical correlation between the chemical (FT-IR) and mechanical (Izod) properties and the blend composition in terms of relative quantities of PC, ABS, and PC/ABS, a statistical approach based on the DoE method was employed using the Design-Expert software (version 22.0) by Stat-Ease. An optimal custom design mixture experiment was selected within the software, allowing for flexibility in experimental structure to accommodate categorical variables, constrained regions, and customized models for data processing. The developed models are cubic and can be described, in their full version, by the following canonical form [36,37]:
The relationship between input data and output values was analyzed using the response surface methodology, employing an I-optimal design, as it minimizes the variance in predictions within the experimental region. The developed randomized design is based on 27 runs, representing points in the mixture space (triangle with vertices corresponding to pure components). Among these 27 points, 16 describe the model, 5 are replicates, and 6 are used for the lack of fit test. Additionally, 3 validation tests were planned for each model. From the analysis of the two models, constructed as reported above, one describing the trend of Izod strength and the other the ratio between FT-IR absorbance peaks (1505 cm−1/2237 cm−1) with varying scrap composition, two experimental equations were obtained. Along with the mixture constraint (sum of the weight fractions of the 3 components, PC, ABS, and PC/ABS, is equal to unity), these 2 experimental equations form a system of 3 equations with 3 unknown variables, represented by the weight fractions of the 3 components. These equations generate a nonlinear system, requiring calculation software for resolution. For this study, Matlab® (version R2023b) was used as the software.
3. Results and Discussion
3.1. Screening of Materials’ Properties
The focus of this study, as previously mentioned, revolves around post-industrial waste components coated with a chrome treatment. This coating is mechanically removed from the plastic substrate, which is then slated for mechanical recycling. The primary interest lies in investigating whether the metallization and subsequent mechanical removal of the chrome layer affect the rheological (MFI) and mechanical (Izod impact test) properties of the plastic substrate during recycling. For this purpose, two distinct batches of material were examined: a first one comprising PC, ABS, PC/ABS sourced from non-chromed post-industrial waste components, and a second one containing the same polymers derived from both chromed and dechromed waste components.
The values are presented in Table 1, alongside the melt flow index and Izod strength values of the pure polymers from the corresponding datasheets.
From the first screening experiments, it is observed that the MFI of the RuC and RCr polymers remains consistent after the chroming and dechroming processes, indicating that these treatments do not affect the bulk of the polymeric phase. The recycled ABS material exhibits a slight increase in the MFI values, with respect to the virgin one, likely due to the decrease in the average molecular mass associated with the multiple processing steps required for part forming and mechanical recycling. On the other hand, the PC/ABS blend appears degraded upon recycling when compared to the virgin material. Considering the limited amount of PC in the PC/ABS blend, the MFI of pure PC was not collected, as the higher temperature conditions during the measurement can adversely alter the results.
Regarding impact resistance, it is observed that the performance of ABS slightly decreases in recycled polymers, with no apparent influence from the dechroming process. This is consistent with the findings of Scaffaro et al. [16], who noted an impact resistance decrease after the first reprocessing stage of ABS. Such evidence can be interpreted in terms of degradation of the elastomeric (polybutadiene) phase of the polymer, resulting in a lower adhesion with the SAN phase, which acts as stress concentrator [38].
In contrast, the PC/ABS blend experiences a pronounced loss of impact resistance after recycling, which can be correlated to the increased MFI [39], reflecting a lower level of entanglements between the macromolecules and therefore a lower energy threshold to produce fracture. A slightly higher impact resistance is observed for the RCr material. This might be attributed to the presence of small metal residues, which contribute to a reinforcing effect due to the combination of good metal–polymer adhesion from the chroming process and the ductility typical of metals, delaying and lengthening the path of cracking.
The PC case stands out as the most intriguing; the impact resistance of the virgin material decreases from the datasheet value to the experimental result by a factor of 10. Analysis of both technical and experimental values reveals improper material processing, resulting in a significant discrepancy. Nevertheless, comparisons between virgin and recycled materials, under similar forming conditions, demonstrate nearly equivalent values. Polycarbonate is recognized for its susceptibility to degradation in the presence of humidity, wherein the moisture significantly reduces the polymer’s molecular weight through hydrolytic chain scission. Interestingly, even in dry reprocessing conditions, as discussed in this paper, some degradation is noted. A possible explanation can be provided by the conclusions of La Mantia et al., who associated this occurrence with thermomechanical stress acting on the melt [11]. The poor performance exhibited by PC in this study, even if previously dried, has been linked to the use of improper processing parameters, especially in terms of temperature profile, which were not modified according to the ideal conditions for ABS, PC, and PC/ABS molding to reflect real case scenarios. The chosen processing temperatures were lower than those required for PC and PC/ABS, as they would be too high for the ABS fraction. Lower PC processing temperatures, for both the barrel and the mold, combined with the high shear rates typical of the injection molding process, can lead to a higher degree of frozen orientations and residual stresses in the final specimens, affecting impact resistance. In this manner, there is a possible shift in the ductile–brittle transition of the material, reducing the Izod values for both the virgin and recycled PC [17]. Moreover, the impact resistance of specimens subjected to different recycling processes, including molding and grinding or molding, grinding, and dechroming, is practically identical, indicating that polymers undergo similar degradative phenomena, as confirmed by Balart et al. [21]. Finally, Abbas [40] also reported a reduction in properties of PC due to improper processing conditions. This demonstrates the detrimental impact of high shear stresses during processing, caused by factors such as viscous heating, which results in polymer degradation, as evidenced by a significant reduction in molecular weight. In our case, the utilization of too low temperatures resulted in increased melt viscosity, subsequently inducing higher stresses during processing. This parallelism suggests a commonality in the degradation mechanisms, characterized by chain scission reactions and non-random kinetics, thereby emphasizing the critical role of processing conditions in determining the final material properties.
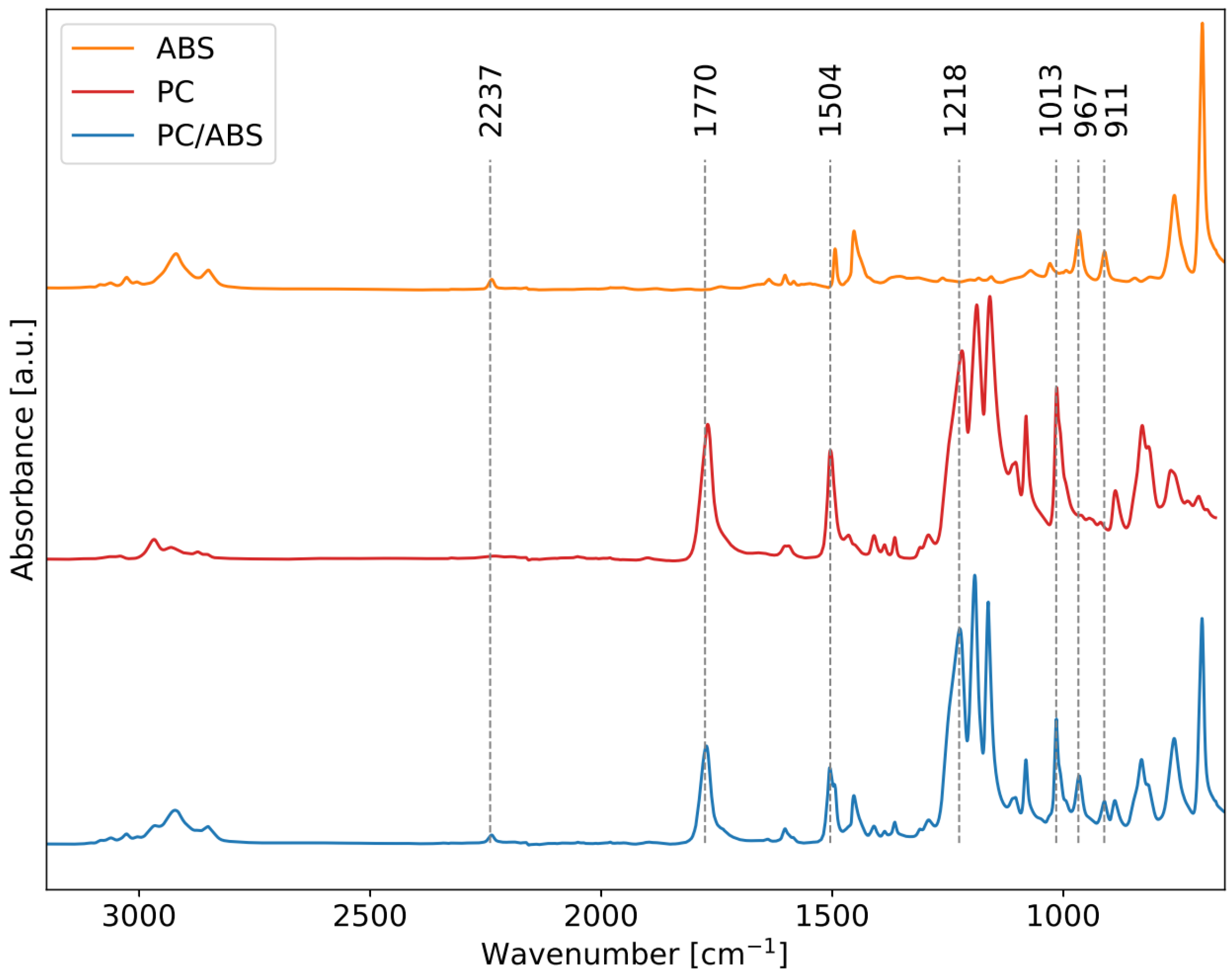
To conclude, the chemical characterization of pure ABS, PC, and PC/ABS materials was carried out using FT-IR spectroscopy, which are reported in Figure 1. This step was crucial in selecting the characteristic peaks that would be instrumental in subsequent model building based on the FT-IR response.
The peaks in the 3100–2800 cm−1 region are associated with aromatic and aliphatic C-H stretching. The peak at 2237 cm−1 is the distinctive peak of the CN bond in the acrylonitrile unit, while the peaks at 1494 and 699 cm−1 represent the stretching of the styrene unit [41]. Characteristic stretchings of the polybutadiene (PB) phase are located at 967 and 911 cm−1 and are distinctive of trans-1,4 and -1,2 units [42]. PC exhibits typical infrared absorption of aromatic polyesters, including carbonyl stretching at 1770 cm−1, double C=C asymmetric stretching at 1504 cm−1, and O-C-O and O-C-C stretches at 1218 and 1013 cm−1 [43], respectively. The spectrum of the PC/ABS blend reflects these characteristic peaks at 2237, 1504, 1772, 967, and 911 cm−1, indicating the presence of both polymers.
To ensure peak identification without overlap from the spectra of the pure materials, peak ratio calculation was based on the CN stretching of the nitrile group of ABS and the C=C stretching of PC. From this point of view, it was considered inadvisable to use C=O stretching of PC due to potential influence from PC hydrolysis. Additionally, a stretching in the same wavenumber region can arise from hydroperoxide species that can be formed upon PB degradation [44].
3.2. Model for Scrap Composition Identification
The objective of this study on metallized scraps of mixed ABS, PC, and PC/ABS is to determine their percentages in each batch, based on the knowledge of certain measurable properties of the mixture, such as the Izod value and the relative height of two peaks in the FT-IR spectrum of a sample created from the same blend. These properties were selected for their feasibility and fast determination, as the model aims to be practical for their use. The method implementation involved a mixture study creating various blends by deliberately adjusting the proportions of the three components in a controlled manner. Consequently, as it was essential to have the three pure and separated materials, manual separation was carried out on the components, in contrast to real-world scenarios where chromed pieces of ABS, PC, and PC/ABS are typically mixed without separation.
Although it is possible to create a calibration curve with FT-IR analysis that provides information on the relative quantity of ABS and PC, this technique cannot differentiate between the amount of these two polymers related to pure components or bound in the PC/ABS blend (Bayblend T45). Additionally, understanding how mechanical properties vary with batch composition is crucial for practical applications.
To determine the composition of the blend, a three-variable problem stands out (the quantities of ABS, PC/ABS, and PC), which requires three equations for unique resolution. The first equation is given by the intrinsic constraint of a mixture, meaning the sum of the mass fraction of the three components equals one:
The second equation was chosen as the correlation between impact resistance and the relative quantities of the components. Although this relationship is not known a priori, it can be experimentally derived with some margin of error. To achieve this in the most rigorous manner, a first mixture experiment was set up. The input parameters were the quantities of the three components, and the response to be analyzed was the Izod value for each mixture of the three components.
As the third equation, the evaluation of the ratio between absorbance values for a characteristic peak of both PC (C=C bond stretching at 1505 cm−1) and ABS (C≡N bond stretching peak at 2237 cm−1) was chosen. Another mixture experiment was set up to analyze this ratio as a response to variations in the composition of the tricomponent mixture.
Therefore, from the model describing the trend of Izod and the FT-IR absorbance ratio (1505 cm−1/2237 cm−1) with varying waste compositions, two experimental equations are obtained. These experimental equations, together with the mixture composition constraint, form a system of three equations. Since two of these experimental equations are polynomials, the solution of the system requires the use of a numerical approach with a non-linear solver.
3.3. Designing Experimental Equations through Mixture Experiments
In seeking a mathematical correlation between chemical (FT-IR) and mechanical (Izod) properties with blend composition (comprising PC, ABS, and PC/ABS), a DoE statistical technique was employed. This approach involved 27 runs within the mixture space, as detailed in Table 2, along with the results of mechanical and chemical characterizations performed on the injection-molded samples.
3.3.1. Mixture Experiment for Izod Impact Resistance
To correlate Izod impact resistance with blend composition, the best-fitting model for the experimental data emerged as a modified cubic one, wherein non-significant coefficients were excluded based on their p-value. As reported in Table 3 of the ANOVA test, the model’s significance is highlighted by a substantial F-value (large enough to reject the null hypothesis, suggesting a significant difference among the group means) and a p-value below the established significance threshold of 0.05. Furthermore, the model coefficients hold equal significance, as evidenced by their low p-values. The lack of fit test suggests that the observed lack of fit could be attributed to random noise with only a 1.03% probability. The adjusted R2 value of 0.9867 provides evidence of the enduring predictive prowess of the final model, since a value exceeding 0.8 is conventionally considered indicative of a clearly observable regression.
After the ANOVA test, diagnostic graphs were scrutinized and the model reaffirmed its representativeness and predictive capability. The final model is presented in Equation (5), in which the numerical values for the different coefficients are shown.
Such an equation reflects the dependence of the Izod impact resistance of the final mixture on its composition, albeit limited to the specific processing conditions and polymer grades used in this study.
Finally, to assess the reliability of the developed model, three validation tests were performed (Table 4) to evaluate its predicting capability on batches of different compositions. The results indicate that the experimental notched Izod impact overestimates the predicted value by an average error of 5.3%. Although, especially for Runs 1 and 3, such values exceed the predicted standard deviation, they can be considered a satisfactory results given the range of Izod values and the results reported in the literature for polymer blends [45].
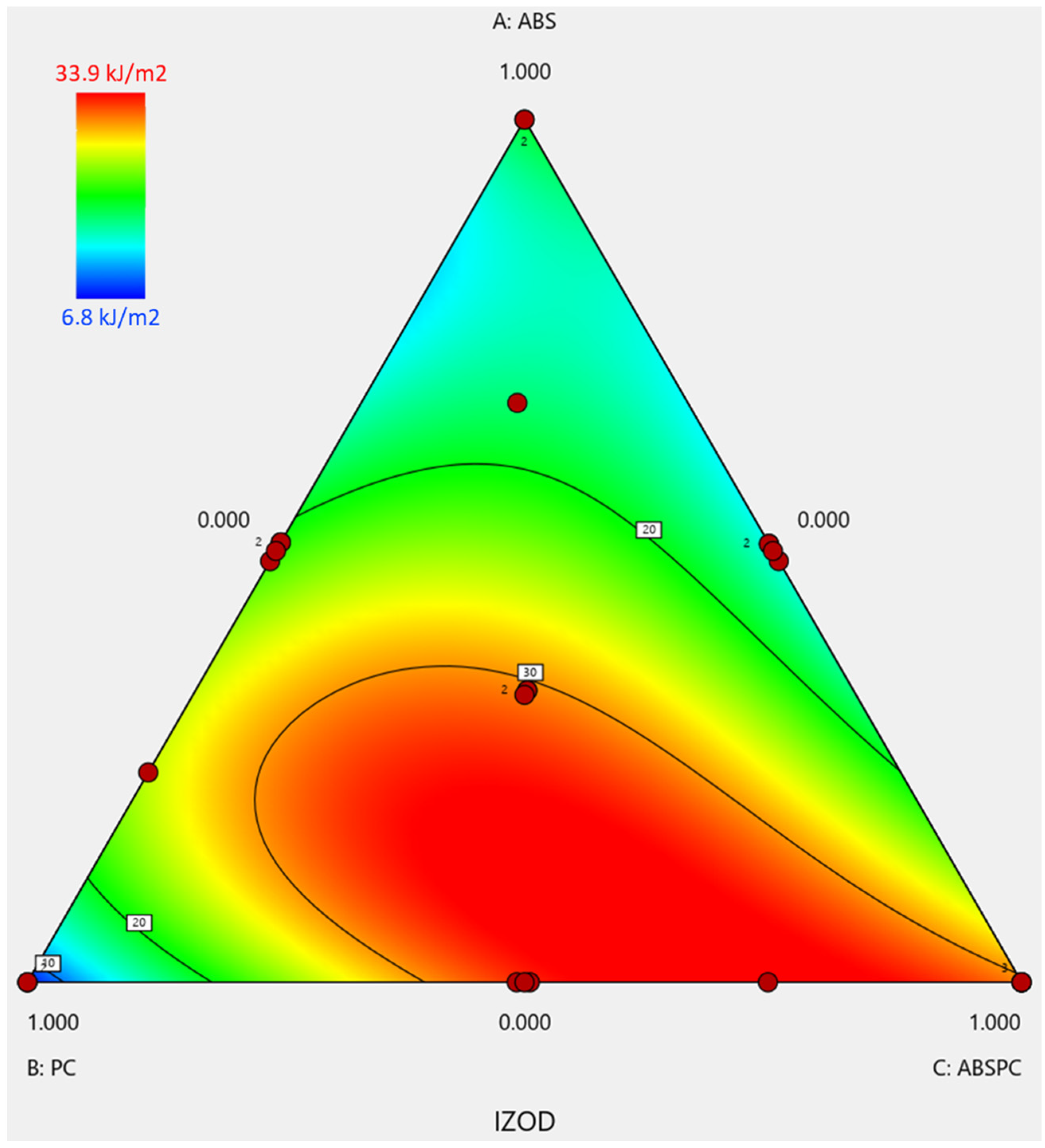
To conclude, it is interesting to analyze the contour plot (Figure 2) showing the variation in Izod resistance in the blend space, with the pure components (ABS, PC, PC/ABS) represented by the vertices of the triangle. Within the mixture space, the red dots represent the composition of the experimental tests, while the colored surface referring to all the other compositions represents the response predicted by the model. Red-colored zones represent the maximum values of resistance, while blue-colored zones indicate minimum resistance values. This graph provides insights into the effects of the three components and serves as a tool for the potential compositional modification of the waste blend to achieve a specific impact resistance value required by the raw material market. An increase in impact performance is observed with the increase in PC/ABS and PC components compared to ABS, although at the extreme end of PC, there is a rapid drop in resistance due to the degradation phenomena described above. Feedback on optimal percentages of PC in PC/ABS blends can be found in the literature, as reported by Balart et al. [21], who identified 10–20% by weight of PC as the optimal range to achieve balanced mechanical properties.
As anticipated, the trend of Izod resistance with varying blend composition is one of the three equations necessary for the model to detect the composition in unknown batches. Additionally, the contour plot can also be used with underperforming batches. By examining the response surface area relative to the required Izod value for the final application, it is possible to visually determine the composition of the mixed waste blend necessary to achieve it. Then ABS, PC, or PC/ABS can be added to the blend to reach the composition maximizing the Izod response.
3.3.2. Mixture Experiment for FT-IR Absorbance Ratio
To establish a correlation between FT-IR absorbance ratio of the absorbance peaks at 1505 cm−1 and 2237 cm−1 and the blend composition, a logarithmic transformation for the FT-IR response was initially required. The experimental data revealed that the optimal model was a refined cubic model, from which non-significant coefficients were excluded. The ANOVA test in Table 5 highlights the model’s significance by the substantial F-value, coupled with a p-value below the established significance threshold of 0.05. Moreover, the model’s coefficients consistently demonstrate significance, as evidenced by their low p-values. The lack of fit test suggests a 6.26% probability that the observed lack of fit could be ascribed to random noise, while the adjusted R2 value of 0.9780 accentuates the enduring predictive strength of the model.
Similarly to the previous case, diagnostic graphs were also analyzed in order to check for statistical consistency. The results, not reported here, stated both the model’s representativeness and predictive capability.
The final model, shown in Equation (6), along with the mixture equation and the previous empirical relation obtained for Izod response, allows for a comprehensive characterization of the batch composition.
Three validation tests were also performed (Table 6) for this model, confirming the good predicting capability of the resulting FT-IR values.
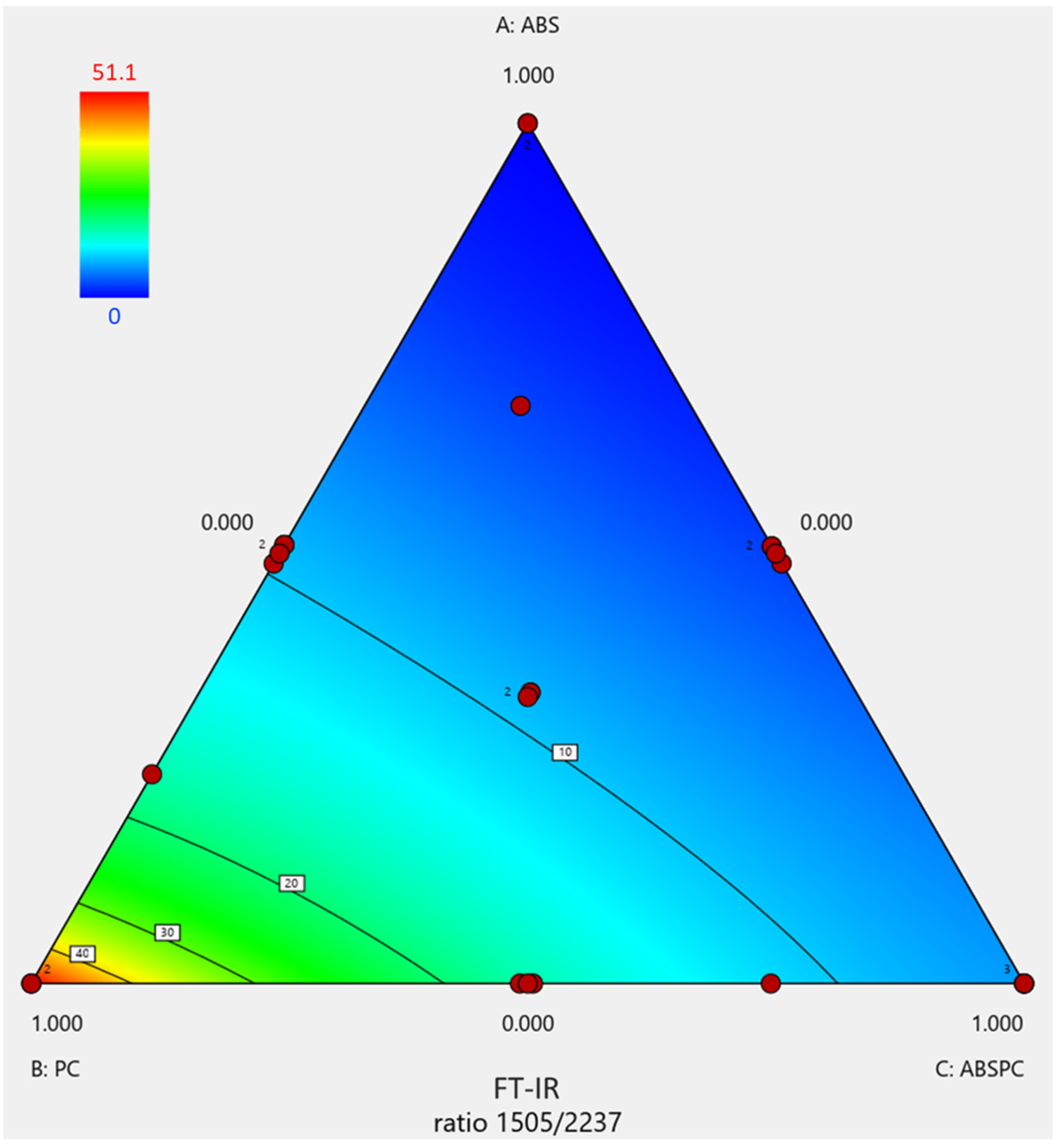
In conclusion, it is also desirable to present the contour plot for the FT-IR peak ratio response (Figure 3). The trend of values for this response is much more intuitive than in the previous case, as expected. Maximum values are detected in the presence of pure PC, given the higher intensity of its characteristic peak, and decrease with the reduction in the PC fraction in the blends. As anticipated, with a rapid analysis like FT-IR characterization, it was possible to establish an analytical correlation using the percentages of the three components in the mixture. This correlation, together with the equation from the Izod model and the blend constraint equation, will be subsequently combined to obtain the composition of unknown blends.
3.4. Model-Based Identification of Scrap Composition
Once the models correlating Izod strength and FT-IR spectrum to the composition were generated and verified, the three-equation model, as described in Section 3.2, was used to calculate the composition of two different unknown batches of chromed waste. The solution of the system of equations derived from the analysis of chromed materials returned the compositions shown in Table 7.
4. Conclusions
This study explored the possibility of employing an experimental approach based on mixture design methodology to identify the composition of mixed post-industrial automotive chrome-plated components as a preliminary stage for their recycling. These components, comprising three different materials—ABS, PC, and a specific PC/ABS blend—arrive at the recycling stage in unknown and varying proportions from batch to batch. The recycling process of such compositionally diverse blends leads to variable mechanical properties and poses challenges in controlling the quality of the recycled material for market reintroduction. Therefore, the goal was to develop a model capable of accurately detecting the composition of each batch of these scraps in terms of the relative quantities of the three components.
Initially, an assessment was conducted to evaluate the effect of chrome treatment and removal processes on the rheological and mechanical properties of pure materials. The observed loss of performance of the PC fraction of the waste mixture was attributed solely to processing temperatures, set between those required for ABS and those required for PC, employed to replicate industrial conditions. Molding PC at a lower temperature than required resulted in a significant increase in melt viscosity, leading to anisotropy in the specimen and polymer degradation, and thus leading to much lower impact strength than expected.
After screening the polymer scraps’ properties, the primary objective was to develop a method for the assessment of the weight percentages of the three components in blends of unknown composition. This led to the development of a system of three equations. The first equation represented the constraint of mass conservation for blend composition. The second equation was derived from a mixture design model correlating composition with the impact strength of the polymer mixture. The third equation, derived with the same approach, correlated composition with the absorbance ratio between two FT-IR peaks associated with the different polymers present in the mixture. This analysis allowed us to obtain an analytical correlation, specifically tailored and applicable only for the materials and processing conditions employed, between the mixture’s composition and the material characterizations. In this manner, the adopted approach provides a tool to identify the chemical composition of the received waste and, furthermore, to eventually modify the composition by adding virgin ABS or PC to achieve a certain mechanical resistance in each batch of scraps.
Future developments may explore the possibility of enhancing the impact properties of PC/ABS scraps, particularly when these are insufficient for the recycled material to be reintroduced into the market. Improvement of the material performance can be achieved by optimizing the process conditions according to mixture composition, by incorporating high-performance virgin polymers or by employing compatibilizing additives and/or impact modifiers. Subsequently, an evaluation of the economic sustainability of the recycled optimization process will be necessary.
Author Contributions
Conceptualization, M.M. and E.D.L.; methodology, M.M., E.D.L. and S.Z.; software, E.D.L., L.S., D.P. and C.B.; validation, E.D.L. and S.Z.; formal analysis, E.D.L. and S.Z.; investigation, E.D.L. and S.Z.; resources, M.M. and E.D.L.; data curation, L.S., D.P. and S.Z.; writing—original draft preparation, S.Z.; writing—review and editing, C.B., L.S., D.P. and M.M.; visualization, E.D.L. and S.Z..; supervision, M.M.; project administration, M.M.; funding acquisition, M.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by LaPrima Plastics.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to privacy of the funding company.
Acknowledgments
We would like to express our sincere gratitude to LaPrima Plastic Company for their contribution to this research. Their generous provision of materials was instrumental in conducting the study on the mechanical recycling of PC/ABS blends. The support and cooperation from LaPrima Plastic Company significantly enriched the scope and depth of our investigation. We appreciate their commitment to advancing scientific knowledge in the field of chemical engineering and the recycling of polymer blends.
Conflicts of Interest
Author Eleonora Dal Lago was employed by the company LaPrima Green Solutions S.r.l. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest. The authors declare that this study received funding from LaPrima Plastic Company. The funder had the following involvement with the study: the funder was not involved in the study design, collection, analysis, interpretation of data, the writing of this article or the decision to submit it for publication.
References
- Mobility & Transport • Plastics Europe. Available online: https://plasticseurope.org/sustainability/sustainable-use/sustainable-mobility-transport/ (accessed on 19 January 2024).
- Thompson, R.C.; Moore, C.J.; vom Saal, F.S.; Swan, S.H. Plastics, the Environment and Human Health: Current Consensus and Future Trends. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef]
- Rabnawaz, M.; Wyman, I.; Auras, R.; Cheng, S. A Roadmap towards Green Packaging: The Current Status and Future Outlook for Polyesters in the Packaging Industry. Green Chem. 2017, 19, 4737–4753. [Google Scholar] [CrossRef]
- Payne, J.; McKeown, P.; Jones, M.D. A Circular Economy Approach to Plastic Waste. Polym. Degrad. Stab. 2019, 165, 170–181. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and Recovery Routes of Plastic Solid Waste (PSW): A Review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef] [PubMed]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A Review on Pyrolysis of Plastic Wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Venkatachalam, V.; Pohler, M.; Spierling, S.; Nickel, L.; Barner, L.; Endres, H.-J. Design for Recycling Strategies Based on the Life Cycle Assessment and End of Life Options of Plastics in a Circular Economy. Macromol. Chem. Phys. 2022, 223, 2200046. [Google Scholar] [CrossRef]
- Dorigato, A. Recycling of Polymer Blends. Adv. Ind. Eng. Polym. Res. 2021, 4, 53–69. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Scaffaro, R. Recycling Polymer Blends. In Polymer Blends Handbook; Utracki, L.A., Wilkie, C.A., Eds.; Springer: Dordrecht, The Netherlands, 2014; pp. 1885–1913. ISBN 978-94-007-6064-6. [Google Scholar]
- Suarez, H.; Barlow, J.W.; Paul, D.R. Mechanical Properties of ABS/Polycarbonate Blends. J. Appl. Polym. Sci. 1984, 29, 3253–3259. [Google Scholar] [CrossRef]
- Lombardo, B.S.; Keskkula, H.; Paul, D.R. Influence of ABS Type on Morphology and Mechanical Properties of PC/ABS Blends. J. Appl. Polym. Sci. 1994, 54, 1697–1720. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Yilmaz, F. The Effects of Recycling Process on Thermal, Chemical, Rheological, and Mechanical Properties of PC/ABS Binary and PA6/PC/ABS Ternary Blends. J. Elastomers Plast. 2016, 48, 164–181. [Google Scholar] [CrossRef]
- Orzan, E.; Janewithayapun, R.; Gutkin, R.; Lo Re, G.; Kallio, K. Thermo-Mechanical Variability of Post-Industrial and Post-Consumer Recyclate PC-ABS. Polym. Test. 2021, 99, 107216. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; Di Benedetto, G. Physical Properties of Virgin-Recycled ABS Blends: Effect of Post-Consumer Content and of Reprocessing Cycles. Eur. Polym. J. 2012, 48, 637–648. [Google Scholar] [CrossRef]
- Liu, X.; Bertilsson, H. Recycling of ABS and ABS/PC Blends. J. Appl. Polym. Sci. 1999, 74, 510–515. [Google Scholar] [CrossRef]
- Farzadfar, A.; Khorasani, S.N.; Khalili, S. Blends of Recycled Polycarbonate and Acrylonitrile–Butadiene–Styrene: Comparing the Effect of Reactive Compatibilizers on Mechanical and Morphological Properties. Polym. Int. 2014, 63, 145–150. [Google Scholar] [CrossRef]
- Pérez, J.M.; Vilas, J.L.; Laza, J.M.; Arnáiz, S.; Mijangos, F.; Bilbao, E.; Rodríguez, M.; León, L.M. Effect of Reprocessing and Accelerated Ageing on Thermal and Mechanical Polycarbonate Properties. J. Mater. Process. Technol. 2010, 210, 727–733. [Google Scholar] [CrossRef]
- Gao, X.; Mi, Q.Y.; Zhang, W.; Wang, Z.H.; Mu, T.N.; Zhang, J.; Liu, R.G.; He, J.S.; Liu, Q.J.; Zhang, J.H. Characterization of Bisphenol a Poly(Carbonate) after Multiple Processing Cycles. Adv. Mater. Res. 2011, 146–147, 713–719. [Google Scholar] [CrossRef]
- Balart, R.; López, J.; García, D.; Dolores Salvador, M. Recycling of ABS and PC from Electrical and Electronic Waste. Effect of Miscibility and Previous Degradation on Final Performance of Industrial Blends. Eur. Polym. J. 2005, 41, 2150–2160. [Google Scholar] [CrossRef]
- Tarantili, P.A.; Mitsakaki, A.N.; Petoussi, M.A. Processing and Properties of Engineering Plastics Recycled from Waste Electrical and Electronic Equipment (WEEE). Polym. Degrad. Stab. 2010, 95, 405–410. [Google Scholar] [CrossRef]
- Wong, A.C.-Y. Polycarbonate Effects on Selected Mechanical Properties of Polycarbonate/Acrylonitrile-Butadiene-Styrene (PC/ABS) Binary Blending Systems. Polym. -Plast. Technol. Eng. 2003, 42, 171–180. [Google Scholar] [CrossRef]
- Camacho, W.; Karlsson, S. NIR, DSC, and FTIR as Quantitative Methods for Compositional Analysis of Blends of Polymers Obtained from Recycled Mixed Plastic Waste. Polym. Eng. Sci. 2001, 41, 1626–1635. [Google Scholar] [CrossRef]
- Kumar, S.; Grant, E.R.; Duranceau, C.M. Use of Raman Spectroscopy to Identify Automotive Polymers in Recycling Operations; SAE International: Warrendale, PA, USA, 2000. [Google Scholar]
- Luo, C.; Zhang, C.; Xu, S.H.; Wang, H.; Zhang, Y.; Yuan, L. Determining the Composition of Imported Recycled Plastics with Differential Scanning Calorimetry. In Proceedings of the 7th International conference on Energy Materials and Environment Engineering (ICEMEE), Zhangjaijie, China, 23–25 April 2021. [Google Scholar]
- Scoppio, A.; Cavallo, D.; Müller, A.J.; Tranchida, D. Temperature Modulated DSC for Composition Analysis of Recycled Polyolefin Blends. Polym. Test. 2022, 113, 107656. [Google Scholar] [CrossRef]
- Luo, C.; Wang, H.; Wang, Q.; Liu, Z.; Yuan, L.; Zhang, C.; Lin, Z. Application of Instrumental in the Identification of Solid Waste Characteristic of Imported Recycled ABS Plastic. IOP Conf. Ser. Earth Environ. Sci. 2020, 508, 012205. [Google Scholar] [CrossRef]
- Ryabikova, V.M.; Zigel’, A.N.; Popova, G.S. Determination by Pyrolysis Gas Chromatography of the Composition of Materials Based on Styrene Copolymers and of Blends ABS-Polycarbonate. Polym. Sci. U.S.S.R. 1990, 32, 822–828. [Google Scholar] [CrossRef]
- Mano, E.B.; Martins, A.F.; Mendes, L.C. Thermal Analysis Applied to Discarded Car Bumpers. J. Therm. Anal. Calorim. 2000, 59, 425–432. [Google Scholar] [CrossRef]
- Kim, S.; Yu, H.-Y.; Jeong, C.H.; Choi, E.; Ahn, S. Composition Analysis of Grafted ABS and Its Blend Copolymers Using a Combination of 1H NMR Spectroscopy and Nitrogen Element Analysis. Bull. Korean Chem. Soc. 2021, 42, 1251–1258. [Google Scholar] [CrossRef]
- Scheirs, J.G.M. Polymer Recycling: Science, Technology and Applications; Wiley: Chichester, UK, 1998. [Google Scholar]
- Ferrando, A.; Nodari, M. Chapter One—SPW Feedstock Characterization. In Advances in Chemical Engineering; Moscatelli, D., Pelucchi, M., Eds.; Academic Press: Cambridge, MA, USA, 2022; Volume 60, pp. 1–20. ISBN 0065-2377. [Google Scholar]
- ISO 180:2023; Plastics—Determination of Izod Impact Strength. International Organization for Standardization (ISO): Geneva, Switzerland, 2023.
- ISO 1133:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and the Melt Volume-Flow Rate (MVR) of Thermoplastics. International Organization for Standardization (ISO): Geneva, Switzerland, 2022.
- Scheffé, H. Experiments with Mixtures. J. R. Stat. Soc. Ser. B (Methodol.) 1958, 20, 344–360. [Google Scholar] [CrossRef]
- Snee, R.D. Design and Analysis of Mixture Experiments. J. Qual. Technol. 1971, 3, 159–169. [Google Scholar] [CrossRef]
- Bai, X.; Isaac, D.H.; Smith, K. Reprocessing Acrylonitrile–Butadiene–Styrene Plastics: Structure–Property Relationships. Polym. Eng. Sci. 2007, 47, 120–130. [Google Scholar] [CrossRef]
- Nunes, R.W.; Martin, J.R.; Johnson, J.F. Influence of Molecular Weight and Molecular Weight Distribution on Mechanical Properties of Polymers. Polym. Eng. Sci. 1982, 22, 205–228. [Google Scholar] [CrossRef]
- Abbås, K.B. Reprocessing of Thermoplastics. II. Polycarbonate. Polym. Eng. Sci. 1980, 20, 376–382. [Google Scholar] [CrossRef]
- Zhang, P.; He, J.; Zhou, X. An FTIR Standard Addition Method for Quantification of Bound Styrene in Its Copolymers. Polym. Test. 2008, 27, 153–157. [Google Scholar] [CrossRef]
- Li, J.; Chen, F.; Yang, L.; Jiang, L.; Dan, Y. FTIR Analysis on Aging Characteristics of ABS/PC Blend under UV-Irradiation in Air. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2017, 184, 361–367. [Google Scholar] [CrossRef]
- Smith, B. Infrared Spectroscopy of Polymers, IX: Pendant Ester Polymers and Polycarbonates. Available online: https://www.spectroscopyonline.com/view/infrared-spectroscopy-of-polymers-ix-pendant-ester-polymers-and-polycarbonates (accessed on 19 January 2024).
- Tiganis, B.E.; Burn, L.S.; Davis, P.; Hill, A.J. Thermal Degradation of Acrylonitrile–Butadiene–Styrene (ABS) Blends. Polym. Degrad. Stab. 2002, 76, 425–434. [Google Scholar] [CrossRef]
- Valerio, O.; Misra, M.; Mohanty, A.K. Statistical Design of Sustainable Thermoplastic Blends of Poly(Glycerol Succinate-Co-Maleate) (PGSMA), Poly(Lactic Acid) (PLA) and Poly(Butylene Succinate) (PBS). Polym. Test. 2018, 65, 420–428. [Google Scholar] [CrossRef]
Figure 1.
FT-IR spectrum of pure ABS, PC, and PC/ABS.

Figure 2.
Contour plot from the mixture experiment for Izod (red dots represent the composition of the experimental tests reported in Table 2).
Figure 2.
Contour plot from the mixture experiment for Izod (red dots represent the composition of the experimental tests reported in Table 2).

Figure 3.
Contour plot from the mixture experiment for FT-IR ratio (red dots represent the composition of the experimental tests reported in Table 2).
Figure 3.
Contour plot from the mixture experiment for FT-IR ratio (red dots represent the composition of the experimental tests reported in Table 2).


{kind=link}
{kind=link}
{kind=link}
Table 1.
MFI and Izod values of virgin and processed materials involved in the study.
| Material | MFI [g/10 min] | Izod [kJ/m2] |
|---|---|---|
| Virgin ABS | 25.8 1 | 23 1 |
| RuC-ABS | 26.8 ± 0.7 | 18.9 ± 0.4 |
| RCr-ABS | 26.3 ± 1.2 | 19.5 ± 0.4 |
| Virgin PC/ABS | 13.2 1 | 40 1 |
| RuC-PC/ABS | 28.4 ± 1.8 | 26.3 ± 0.4 |
| RCr-PC/ABS | 27.6 ± 0.5 | 30.9 ± 0.6 |
| Virgin PC | - | 70 1 |
| Virgin PC | - | 9.0 ± 0.4 2 |
| RuC-PC | - | 6.9 ± 0.5 |
| RCr-PC | - | 8.0 ± 0.9 |
1 Data from technical datasheet. 2 Data from Izod testing of virgin material samples.
Table 2.
Compositions and results of Izod and FT-IR analysis for the 27 mixtures of ABS, PC, and PC/ABS suggested by the model.
Table 2.
Compositions and results of Izod and FT-IR analysis for the 27 mixtures of ABS, PC, and PC/ABS suggested by the model.
| Run | Izod [kJ/m2] | FT-IR Ratio [adim] | |||
|---|---|---|---|---|---|
| 1 | 0.243 | 0.757 | 0 | 24.75 | 18.67 |
| 2 | 0.338 | 0.328 | 0.334 | 30.13 | 10.00 |
| 3 | 0.488 | 0.512 | 0 | 21.22 | 11.20 |
| 4 | 0.488 | 0 | 0.512 | 13.55 | 3.46 |
| 5 | 0 | 0 | 1 | 31.27 | 8.42 |
| 6 | 0.508 | 0 | 0.492 | 14.73 | 3.49 |
| 7 | 0.672 | 0.171 | 0.157 | 16.33 | 4.12 |
| 8 | 0 | 0.508 | 0.492 | 33.94 | 19.26 |
| 9 | 1 | 0 | 0 | 19.22 | 0 |
| 10 | 0 | 1 | 0 | 6.80 | 51.07 |
| 11 | 0.240 | 0 | 0.760 | 27.22 * | 5.49 |
| 12 | 0 | 0.255 | 0.745 | 33.92 | 13.28 |
| 13 | 0 | 0 | 1 | 30.43 | 7.63 |
| 14 | 0.508 | 0 | 0.492 | 15.08 | 3.21 |
| 15 | 1 | 0 | 0 | 19.77 | 0 |
| 16 | 0.510 | 0.490 | 0 | 21.43 | 9.02 |
| 17 | 0.510 | 0.490 | 0 | 20.22 | 8.30 |
| 18 | 0.338 | 0.328 | 0.334 | 30.30 | 7.66 |
| 19 | 0 | 0.748 | 0.252 | 28.34 * | 20.56 |
| 20 | 0 | 0.495 | 0.505 | 32.19 | 15.96 |
| 21 | 0.333 | 0.333 | 0.333 | 31.77 | 7.17 |
| 22 | 0.500 | 0 | 0.500 | 14.47 | 2.65 |
| 23 | 0 | 0 | 1 | 30.53 | 6.46 |
| 24 | 0 | 0.500 | 0.500 | 33.46 | 15.00 |
| 25 | 0 | 1 | 0 | 7.51 | 49.44 |
| 26 | 0.500 | 0.500 | 0 | 23.54 | 8.75 |
| 27 | 0.330 | 0.170 | 0.499 | 30.66 * | 5.42 |
* Outliers, not considered in the model.
Table 3.
ANOVA test on the modified cubic model for Izod response.
| F-Value | p-Value | |
|---|---|---|
| Cubic model | 244.82 | <0.0001 |
| Linear Mixture | 247.35 | <0.0001 |
| AB * | 141.18 | <0.0001 |
| AC * | 253.54 | <0.0001 |
| BC * | 408.37 | <0.0001 |
| ABC * | 86.17 | <0.0001 |
| AB(A-B) * | 102.80 | <0.0001 |
| Lack of Fit | 6.64 | 0.0103 |
* where A = , B = , C = .
Table 4.
Runs for the Izod model’s validation.
| Run | Izod: Predicted Mean [kJ/m2] | Izod: Predicted Standard Deviation [kJ/m2] | Izod: Observed Value [kJ/m2] | |||
|---|---|---|---|---|---|---|
| 1 | 0.174 | 0.626 | 0.200 | 31.715 | 0.984 | 30.182 |
| 2 | 0.243 | 0.757 | 0.000 | 25.398 | 0.984 | 26.193 |
| 3 | 0.100 | 0.900 | 0.000 | 18.359 | 0.984 | 19.800 |
Table 5.
ANOVA test on the modified cubic model for FT-IR response.
| F-Value | p-Value | |
|---|---|---|
| Cubic model | 232.29 | <0.0001 |
| Linear Mixture | 541.82 | <0.0001 |
| AB * | 49.56 | <0.0001 |
| AC * | 34.86 | <0.0001 |
| AB(A-B) * | 6.77 | 0.0166 |
| Lack of Fit | 3.22 | 0.0626 |
* where A = , B = , C = .
Table 6.
Runs for the FT-IR model’s validation.
| Run | FT-IR Ratio: Predicted Mean [adim] | FT-IR Ratio: Standard Deviation [adim] | FT-IR Ratio: Observed Value [adim] | |||
|---|---|---|---|---|---|---|
| 1 | 0.174 | 0.626 | 0.200 | 17.103 | 2.784 | 15.036 |
| 2 | 0.167 | 0.666 | 0.167 | 18.109 | 2.942 | 20.665 |
| 3 | 0.100 | 0.900 | 0.000 | 27.340 | 4.401 | 32.589 |
Table 7.
Testing of the model, giving Izod and FT-IR ratio of 2 batches of scraps with unknown composition, resulting in the amount of ABS, PC, and PC/ABS inside each batch.
Table 7.
Testing of the model, giving Izod and FT-IR ratio of 2 batches of scraps with unknown composition, resulting in the amount of ABS, PC, and PC/ABS inside each batch.
| Batch | Izod [kJ/m2] | FT-IR ratio [adim] | |||
|---|---|---|---|---|---|
| 1 | 15.23 | 2.114 | 0.808 | 0.035 | 0.157 |
| 2 | 24.12 | 3.636 | 0.452 | 0.517 | 0.030 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zanatta, S.; Boaretti, C.; Dal Lago, E.; Scopel, L.; Penzo, D.; Modesti, M. Mechanical Recycling of Post-Industrial PC/ABS Blends from the Automotive Sector by Mixture Design. Processes 2024, 12, 349. https://doi.org/10.3390/pr12020349
AMA Style
Zanatta S, Boaretti C, Dal Lago E, Scopel L, Penzo D, Modesti M. Mechanical Recycling of Post-Industrial PC/ABS Blends from the Automotive Sector by Mixture Design. Processes. 2024; 12(2):349. https://doi.org/10.3390/pr12020349
Chicago/Turabian StyleZanatta, Silvia, Carlo Boaretti, Eleonora Dal Lago, Luca Scopel, Diego Penzo, and Michele Modesti. 2024. "Mechanical Recycling of Post-Industrial PC/ABS Blends from the Automotive Sector by Mixture Design" Processes 12, no. 2: 349. https://doi.org/10.3390/pr12020349
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.