

Switch-Off Policies in Job Shop Controlled by Workload Control Concept

School of Engineering, University of Basilicata, 85100 Potenza, Italy
Appl. Sci. 2023, 13(8), 5210; https://doi.org/10.3390/app13085210
Submission received: 30 March 2023
/
Revised: 14 April 2023
/
Accepted: 20 April 2023
/
Published: 21 April 2023
(This article belongs to the Special Issue Design and Optimization of Manufacturing Systems)
Abstract
:The reduction in emissions and the increase in energy costs push companies to identify solutions to reduce energy consumption in production systems. One of the approaches proposed in the literature is the shutdown of machines to reduce energy consumption in the idle state. This solution does not affect production processes and can be applied in various manufacturing fields. This paper proposes switch-off policies in manufacturing systems under a workload control system. The shutdown policies developed consider the number of items in the queue and the calculation derived from the workload control mechanism. Simulation models have been developed to test the proposed policies using the case always on as a benchmark, considering different levels of absorbed power in the inactivity and warm-up states and different warm-up times. The results highlight how the switch policies that include the workload evaluation drastically reduce the number of on/off activities, assuring lower energy consumption.
1. Introduction
Environmental sustainability and energy costs are crucial topics in manufacturing systems. The importance of identifying new solutions to improve the energy efficiency of manufacturing systems is essential to reduce the emission of greenhouse gases and the energy bill. Energy savings is the main way to meet the climate change targets set by countries around the world [1]. About 24% and 5% of global greenhouse gas emissions are related, respectively, to industrial energy consumption and industrial processes [2]. Then, the success of the reduction in energy consumption and increment in renewable energy sources depends strongly on industrial energy efficiency [3]. Moreover, the installed power of renewable energy sources grew from 2011 to 2020 continuously [4], with the main contribution by solar and wind energy, about 91%. This expansion is also due to the reduction in installation costs of renewable sources [5]. Among the methodologies proposed for the reduction of energy consumption, the switch-off approach [6] is a promising strategy. This approach does not change the manufacturing processes, and no new technology or expensive equipment is necessary. The switch-off policy works like the start and stop of the cars to reduce the energy consumed in the idle state. The fields of industrial applications can be different, such as CNC machining operation, welding, plastic deformation, and many other manufacturing processes.
The switch-off policies are mainly proposed for flow lines [7,8], but few works have studied these policies in job-shop manufacturing systems [9]. The job-shop systems are characterized by a variable routing of the parts for which it is more complex to introduce switch-off policies than in flow line systems. The introduction of a switch-off policy in job-shop systems needs to use information about the system as the production planning model. A production planning control used for job shops that work in make-to-order is the WorkLoad Control (WLC) approach [10,11].
The switch-off policies proposed in the literature evaluate the upstream, downstream, or both buffers for production lines. The research proposes the introduction of switch-off policies in job-shop systems using the information of the WorkLoad Control method. The introduction of the WLC method allows the evaluation of the direct workload in the queues of the machines with the indirect workload (WLC) to improve the switch-off/on decisions. It aims to pursue a trade-off between energy reduction and manufacturing system performance. Simulation models are used to test the proposed switch-off policies considering the manufacturing performance, energy reduction, and the number of on/off activities. The number of switches on/off activities is not studied in the literature but can be relevant for the influence on the reliability of the machines.
This paper is organized as follows. Section 2 discusses the literature review about the switch-off policies in manufacturing systems. Section 3 describes the manufacturing system context under the workload control policy. Section 4 explains the switch-off policies based on workload computation. The simulation experiments and the numerical results are discussed in Section 5. Section 6 provides the conclusions and future research path.
2. Literature Review
Numerous works have been proposed in the literature on workload control and the switch-off in production lines. The following discussion of the literature concerns the proposed switch-off policies and applications in job-shop systems.
The switch-off policies have mainly been proposed in flow line systems [7,12]. These approaches work on three decision evaluations: supervising the upstream buffer level; supervising the downstream buffer level; and supervising the upstream and downstream buffer levels together. These approaches reduce the energy consumed in the idle state of the machines. The effectiveness of these models has also been tested in pull control systems of flow lines [8].
The development of mathematical models can support the introduction of switch-off policies, but this approach can increase computational complexity with the problem of applying these models in real industrial applications [13].
To reduce the computational complexity, a fuzzy controller that supports each machine that collects the real-time data to switch off/on the machines was proposed in the flow line [14,15].
Ref. [16] studied the switch-off policy introduction in the design model of the flow line. This design model introduces a processing time distance for each couple of stations to facilitate the switch-off of the machines. The numerical results show how this approach leads to a significant reduction in energy consumption, limiting production loss.
Few works have been developed in the field of job shop systems. The authors of [17] include the switch-off strategy using a mixed-integer linear programming model to reduce energy consumption in a flexible job-shop system. The model proposed cannot identify energy-efficient production schedules for real industrial applications.
Ref. [18] studied the scheduling problem for flexible job shops considering the switch-off and speed processing time to save energy. A genetic algorithm is developed to solve the mathematical problem to optimize the makespan, the energy consumption, and the number of turning-on/off machines simultaneously.
Ref. [19] proposed a mixed-integer programming mode with a genetic algorithm to optimize the makespan and reduce energy consumption. The numerical results show a potential energy consumption reduction, but the genetic algorithm can lead to an increase in the computational complexity for industrial cases.
Ref. [9] proposed a model that combines the direct and indirect workload of the stations of a job shop. The numerical results highlight that it is possible to obtain a compromise between energy reduction consumption and production loss.
Ref. [20] proposed a novel mathematical formulation that includes switching off the machines to reduce energy consumption in flexible job shop scheduling problems. They introduced a decomposition approach to allow the application of the proposed model for large-scale problems.
Ref. [21] designed a fuzzy controller to switch off the machine while considering the upstream buffer level and the required production rate. The simulation experiments on a machine highlighted that a large amount of energy could be saved without affecting the throughput significantly. This approach could be extended to job shop systems with more than one machine.
Ref. [22] discussed the resilience of integrated energy systems that can be affected by the shutdown of the machines of a complete manufacturing system. The authors [23,24] highlighted how the Internet of Things (IoT) technologies and cloud computing improve the monitoring and operations of energy management systems.
The literature review analysis highlights the following limits:
- -
- Few works have introduced switch-off policies in job-shop manufacturing systems. The majority of papers developed mathematical models that can be difficult to apply in real industrial applications.
- -
- The introduction of switch-off policies in manufacturing systems controlled by a workload mechanism has not been studied in the literature.
In response, this paper studied the introduction of several switch-off policies in a job shop controlled by a workload mechanism by first asking (RQ1): what is the impact of the switch-off policies in a job-shop system controlled by the workload mechanism?
The switch-off policies can include a different mechanism to turn off/on the machines of the manufacturing system, and then our second research question asks (RQ2): what is the impact on the main performance measures of the combinations of the turn-off/on mechanism also based on the power consumed in the states of the machines?
3. Research Context
The proposed switch-off policies in a job shop controlled by workload mechanism were evaluated using the same model introduced in previous studies [25,26] and investigated in many works afterward. The main characteristics of the production system are briefly described below. The job shop consists of six work centers, and each work center includes one machine. The jobs enter the system following a random routing sequence without any preferred routing; then, a statistical processing time for each machine (as described in the simulation experiments section) and a due date are assigned to each job. According to previous works [27,28], all jobs are accepted, and raw materials are always available. Moreover, the main assumptions of the manufacturing system are the following: operations cannot be pre-empted; each machine can process only one task at once; the queues are managed by the Earliest Due Date (EDD) policy to improve the lateness performance; the machining time includes the material handling time; and the handling resources are always available. The notation used is described in the following:
| Notation | Definition | |
| Indices | M | The number of work centers/machines that compose the manufacturing system |
| m | The index of the machines m = 1, …, M | |
| i | The index of the jobs | |
| Parameters | PTim | The processing time of the job i in the machine m |
| aim | A binary value equal to 1 if the job i must visit the machine m; 0 otherwise | |
| DDi | The due date assigned to the job i | |
| Seqim | The ordered sequence of the machine m for the job i | |
| WLnorm | The norm of the workload control mechanism | |
| Computation | WLm | Workload of the machine m |
The workload control mechanism applied is a classical approach proposed in the literature [27] following a continuous order release and fixed workload norm according to the following steps. The jobs enter the pre-shop queue of the manufacturing system that is managed according to the Earliest Due Date rule. Then, starting from the first job in the pre-shop queue, the potential workload of each machine added by the job is computed. The potential workload is computed using the corrected aggregate load method [26], as shown in Expression (1):
The corrected workload (Expression (1)) converts the load contribution considering that the processing time of an operation is divided by the position of the corresponding machine in the routing of the job. The potential workload computed supports the decision on the release of the job in the manufacturing system. The job can enter the manufacturing system if the workload of each machine is lower than the workload norm WLnorm. If the job is released, the workload computed as shown in Expression (1) is updated for each work center.
When job i leaves a machine, the workload of the machine is updated, as shown in Expression (2):
The workload is updated considering the position of the machine in the routing of the job to keep correct the input/output of the workload computation.
4. Switch off Policies
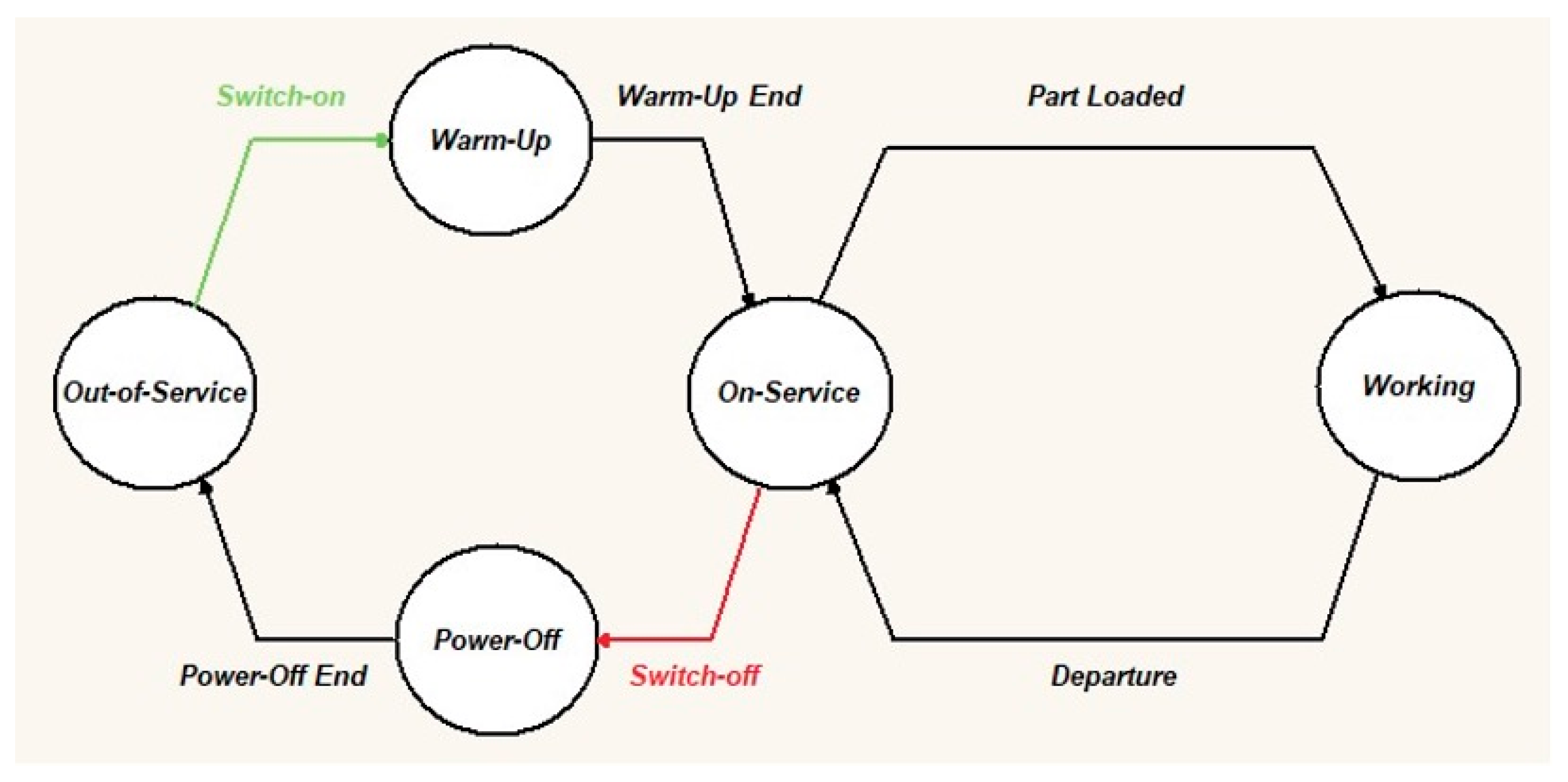
A shutdown policy is characterized by two decisions: what is the condition for shutting down and the condition for turning on the machine? Figure 1 shows the activities to implement a switch-off policy; when a machine loads a part, the state runs until the end of the machining time. So, the machine is “on service” and can either load another part or shut down depending on the policy being enforced. If the machine shuts down, when the policy decides to turn it on, it is considered a warm-up period to transition to the “on service” state. The shutdown policy must consider when to shut down when the machine is in the “in service” state or when to power back on when the machine is in the out-of-service state.
The approaches proposed in the literature often evaluate the level of the upstream and downstream buffer. In the case of a job shop system with the dynamic routing of the jobs, the upstream buffer can be evaluated, while the downstream buffer cannot be used because this buffer is not related exclusively to a specific machine as in the flow lines. Then, the information that can support the switch-off policies for each machine is the upstream buffer level and the workload computation derived from the workload control mechanism. The combination of this information is proposed for computing a modified workload that supports the switch-off policy. The modified workload is calculated as the combination of the workload and the items in the queue of the workstations. The modified workload is computed as shown in Expression (3); this expression concerns the weighted sum of two normalized values. The first is the workload of the machine m related to the workload norm, and the second is the number of parts in the queue related to the work in the process of the manufacturing system. The workload norm is the maximum value possible for the workload of the machines, and the WIP is the maximum number of parts in the manufacturing system.
where WIP is the Work In Process of the jobs released in the manufacturing system and
The modified workload, as shown in Equation (3), assumes values between 0 and 1. Combining the upstream buffer level, workload, and modified workload can obtain five switch-off policies, as shown in Table 1.
Policy 1 is used as the benchmark because it turns off the machines when the queue is empty and turns on as soon as an item arrives in the queue, and this is the upstream policy widely used in the literature [12].
Policy 2 uses the workload computed for the workload control to switch off the machine while the machine turns on when an item arrives in the queue. Then, the first threshold (threshold1) should be defined. Policy 3 differs from policy 2 in terms of the switch-on condition that considers the workload modified, as computed in Equation (3) with another threshold (threshold2) used to define.
The modified workload is used to switch on and off the machines for policy 4 with the relative thresholds (Threshold3 and Threshold4). Finally, policy 5 considers the workload computation to switch off/on with another two thresholds (Threshold5 and Threshold6).
5. Simulation Environment
The performance of the proposed switch-off policies is compared with the always-on model. The simulation model has the same characteristics as previous work proposed in the literature [27,28]; Table 2 reports the model characteristics for the simulations conducted.
The job shop consists of 6 work centers/machines with 1 bottleneck; the processing time of machines that have no bottlenecks follows a 2-Erlang distribution with a mean of 1 and a mean of 1.15 for the bottleneck to lead to an average utilization of 90%. The job’s arrival follows an exponential distribution with a parameter of 0.642.
The routing of the jobs is random, without any preferential sequence, with the number of operations extracted by a discrete uniform between 1 and 6.
Due date is assigned to each job, considering the total processing time multiplied by a parameter extracted by a uniform distribution. Finally, the simulation length is 25,000 h.
The simulation model described above was developed using the software package SIMUL® (version 29.0).
Simul8 is a computer package for Discrete Event Simulation to simulate and model a wide variety of manufacturing systems, such as production lines, job shops, robotics cells, assembly systems, and complex product flows. The simulations conducted by SIMUL8 provide a series of statistics on the main performance measures of the manufacturing system tested.
The effects of the power in the three states (idle, stop, and warm-up) of the machines and the warm-up time are considered to evaluate the proposed switch-off policies. The power of the work state is fixed because the objective is to evaluate the relation between the power in the work state and the other states. In detail, 3 values for the warm-up time are considered, 0.2, 0.4, and 0.6, which correspond to 20%, 40%, and 60% of the mean processing time of the machines.
Table 3 shows the power cases evaluated for the states of work, idle, stop, and warm-up of the machines.
The experiments concern 6 models (benchmark and 5 switch-off policies), 9 cases of power values, and 3 warm-up times, with a total of 162 cases. The simulations are repeated for several values of the thresholds (see Table 1) to obtain results similar to policy 1 proposed in the literature.
For each class of experiment, a series of replicates were carried out capable of ensuring a confidence interval of 5% and 95% of the confidence level for each performance measure. Each combination of the experimental class features over 2000 replicas and approximately 6 h of computation time (4 GHz Intel Core i7 and 8 Gb RAM). The simulations evaluate the performance measures in the following areas: the performance of the manufacturing system: throughput (products/unit time), number of products delayed (products), total time of lateness (unit time), and the lateness for the product unit (unit time/product); the performance about the energy consumption includes the energy consumed in idle, working, stop and warm-up states.
6. Numerical Results
The simulations for the benchmark case are repeated for different values of the workload norm to obtain a better performance. The workload norm that leads to better performance is equal to 12 for all simulations conducted.
Table 4 reports the values of the thresholds, alfa, and beta that lead to performance similar to policy 1, which is the policy proposed in the literature.
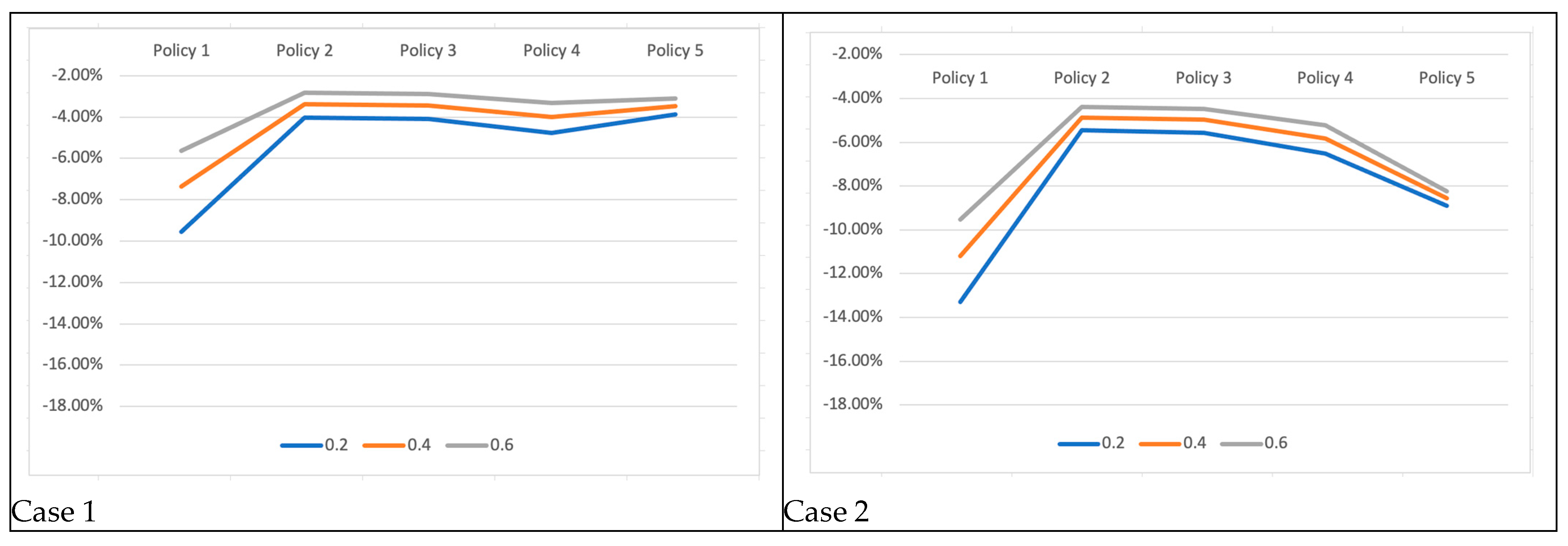
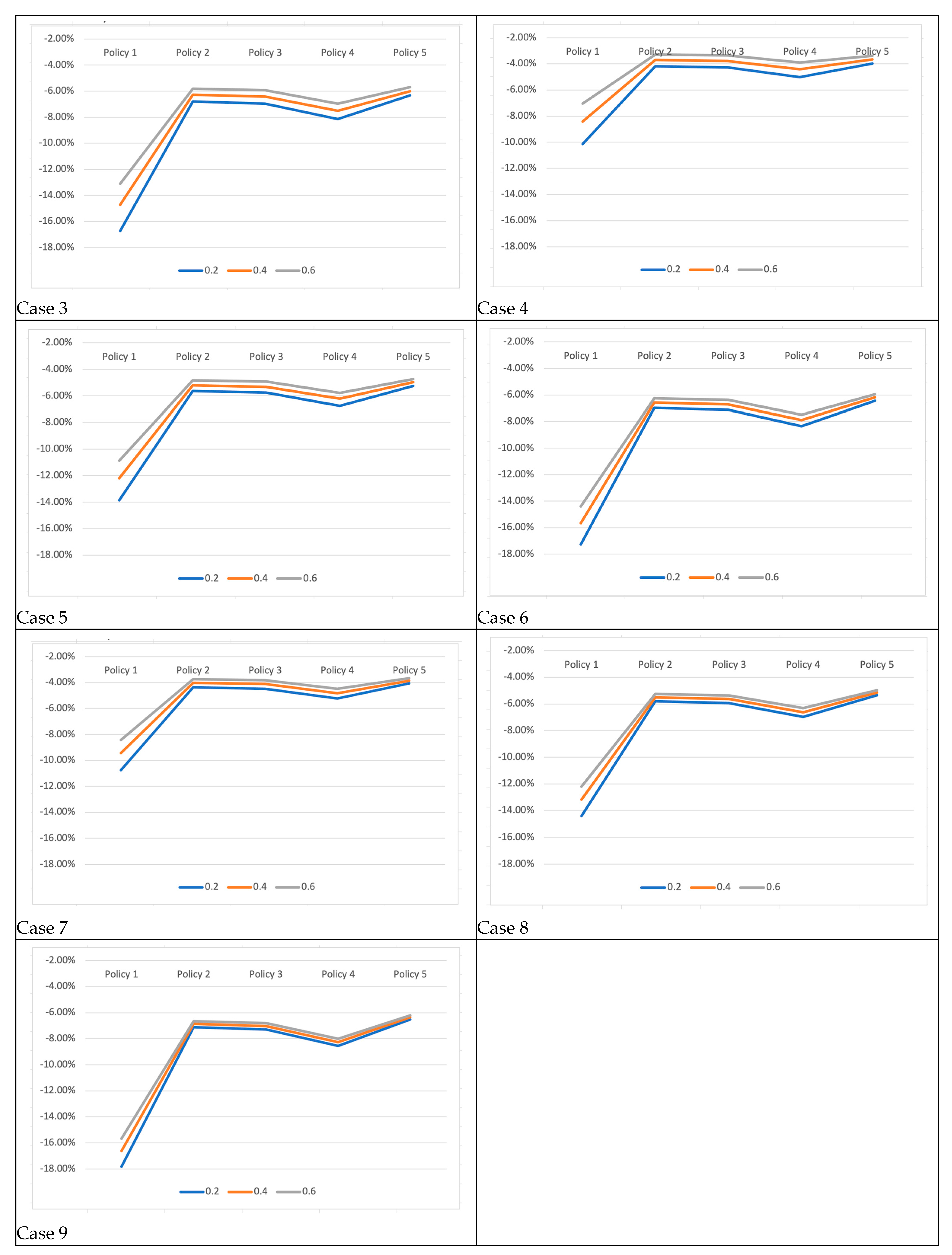
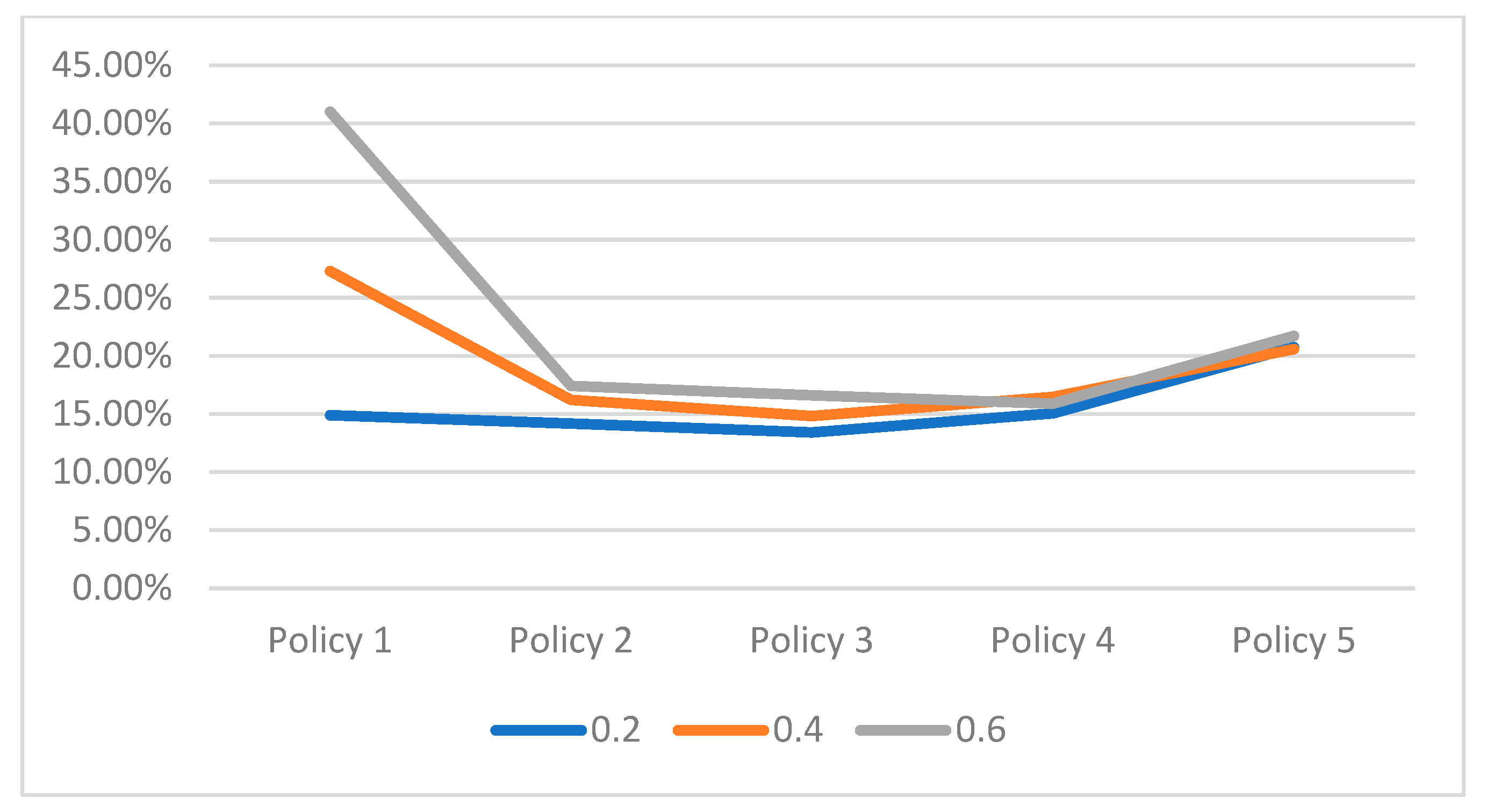
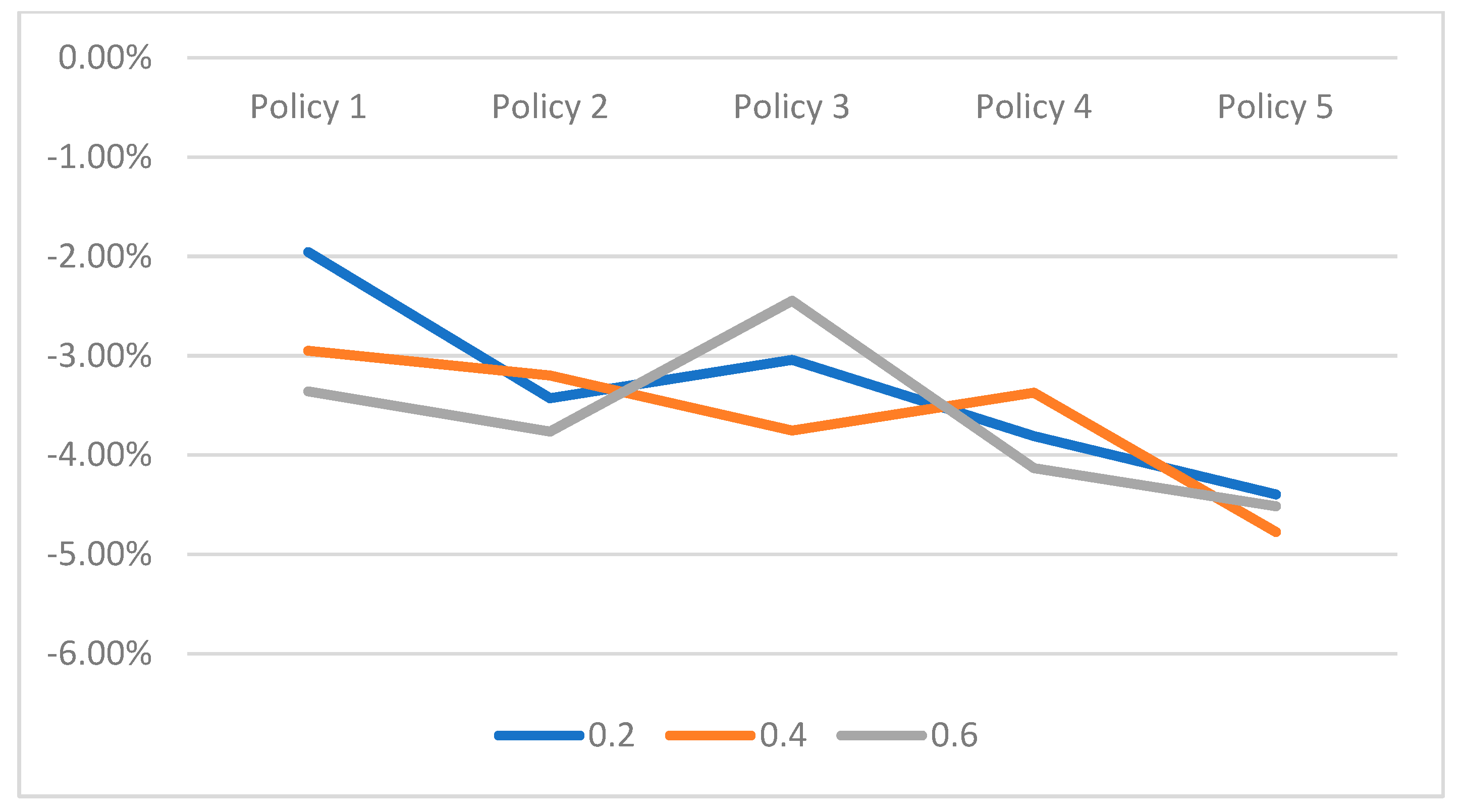
Figure 2 shows the reduction in energy consumption compared to the case of always on for the five switch-off policies considering the nine cases of power consumption and three warm-up times.
Policy 1 always leads to better energy reduction for all cases tested. The increment in the warm-up times reduces the energy reduction consumption for all policies tested. This is due to the higher energy consumed during the warm-up period.
Cases 1, 4, and 7 lead to lower energy reduction; these cases are characterized by lower energy consumption in the idle state of the machines. The cases with higher energy consumption in the idle state (3, 6, and 9) improve energy reduction. Then, it is important to evaluate the characteristics of the machines to estimate the energy reduction in the switch-off policies.
Except for case 2, policy 4 leads to better energy reduction than the other policies that include workload computation.
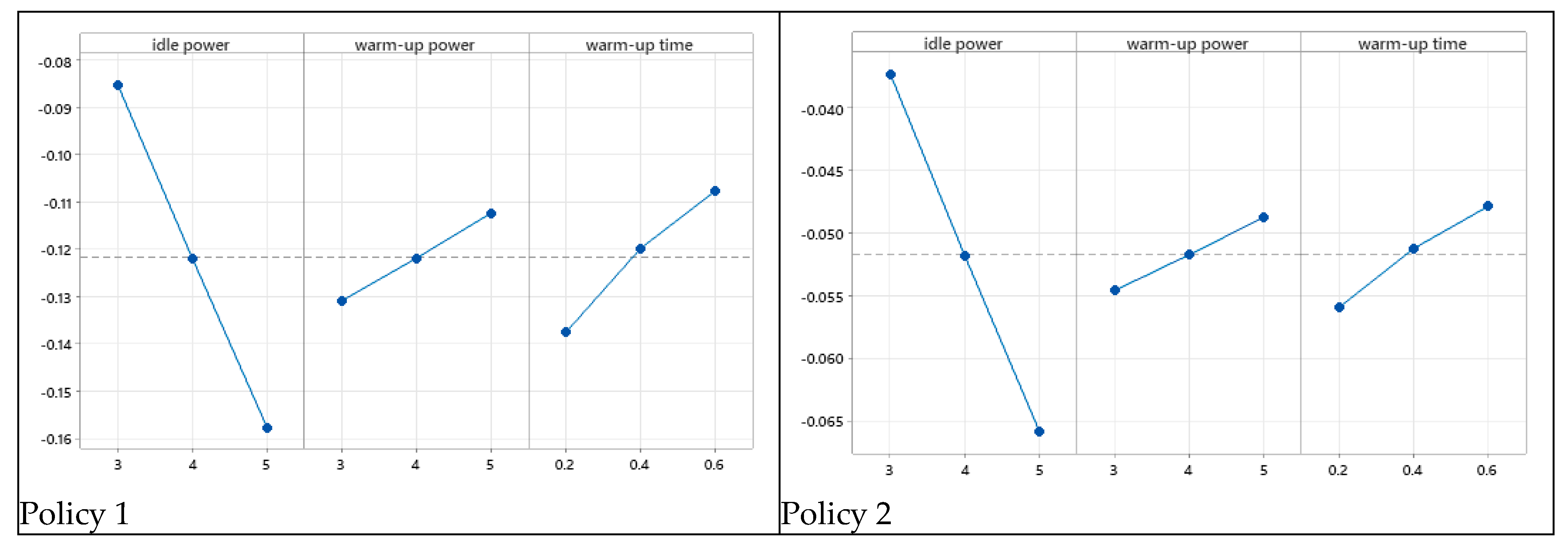
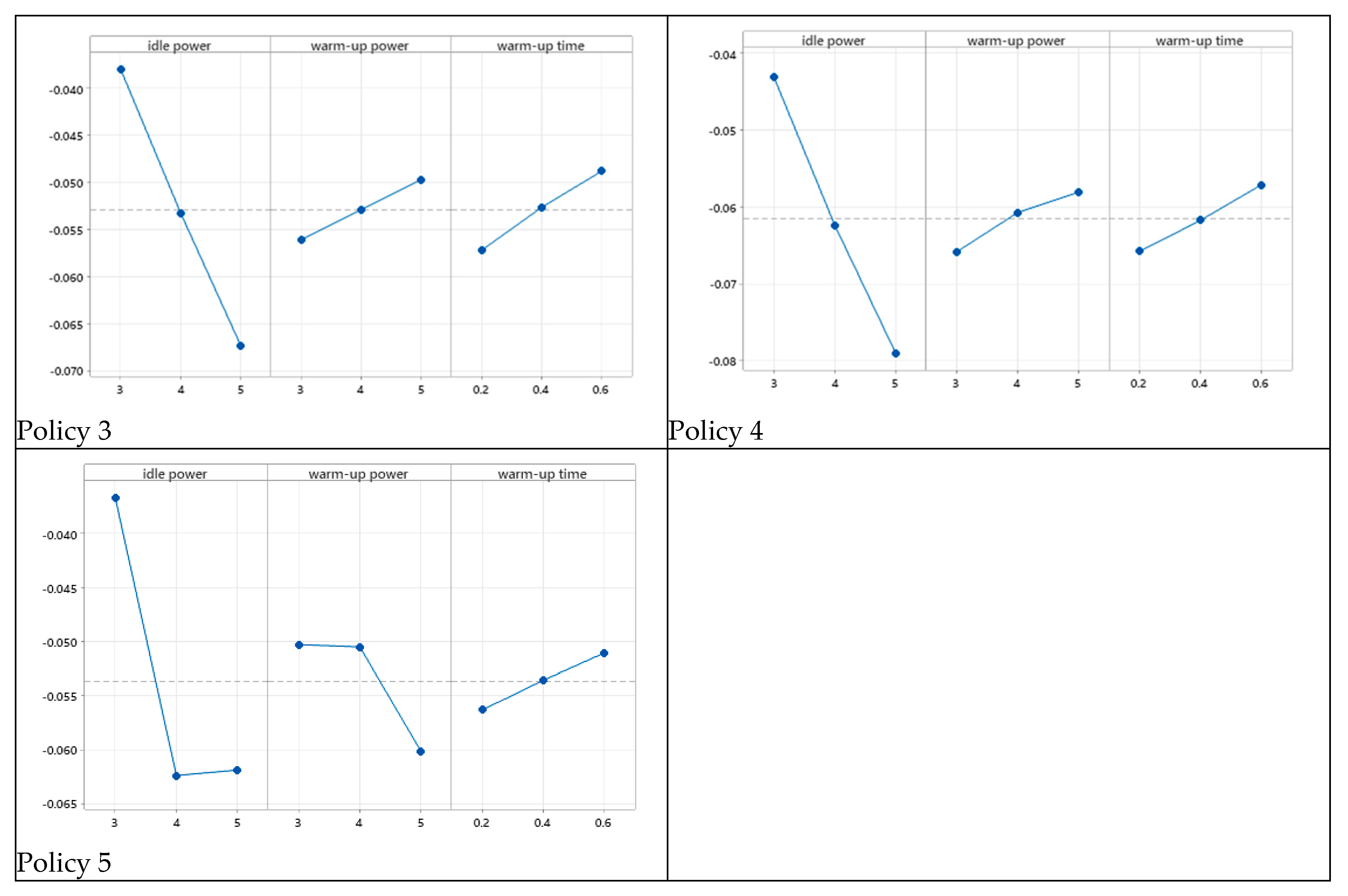
Table 5 reports the ANOVA (α = 0.05) analysis conducted considering the idle, warm-up power, and warm-up time as the source of variance. The sources of variance are relevant for all policies tested except policy 5. The ANOVA analysis highlights how policy 5 is more robust in terms of the warm-up characteristics.
Figure 3 shows the impact of the main effects of energy reduction for the five policies studied. Policies 2, 3, 4, and 5 reduce the variability of the energy reduction compared to policy 1 based only on the queues.
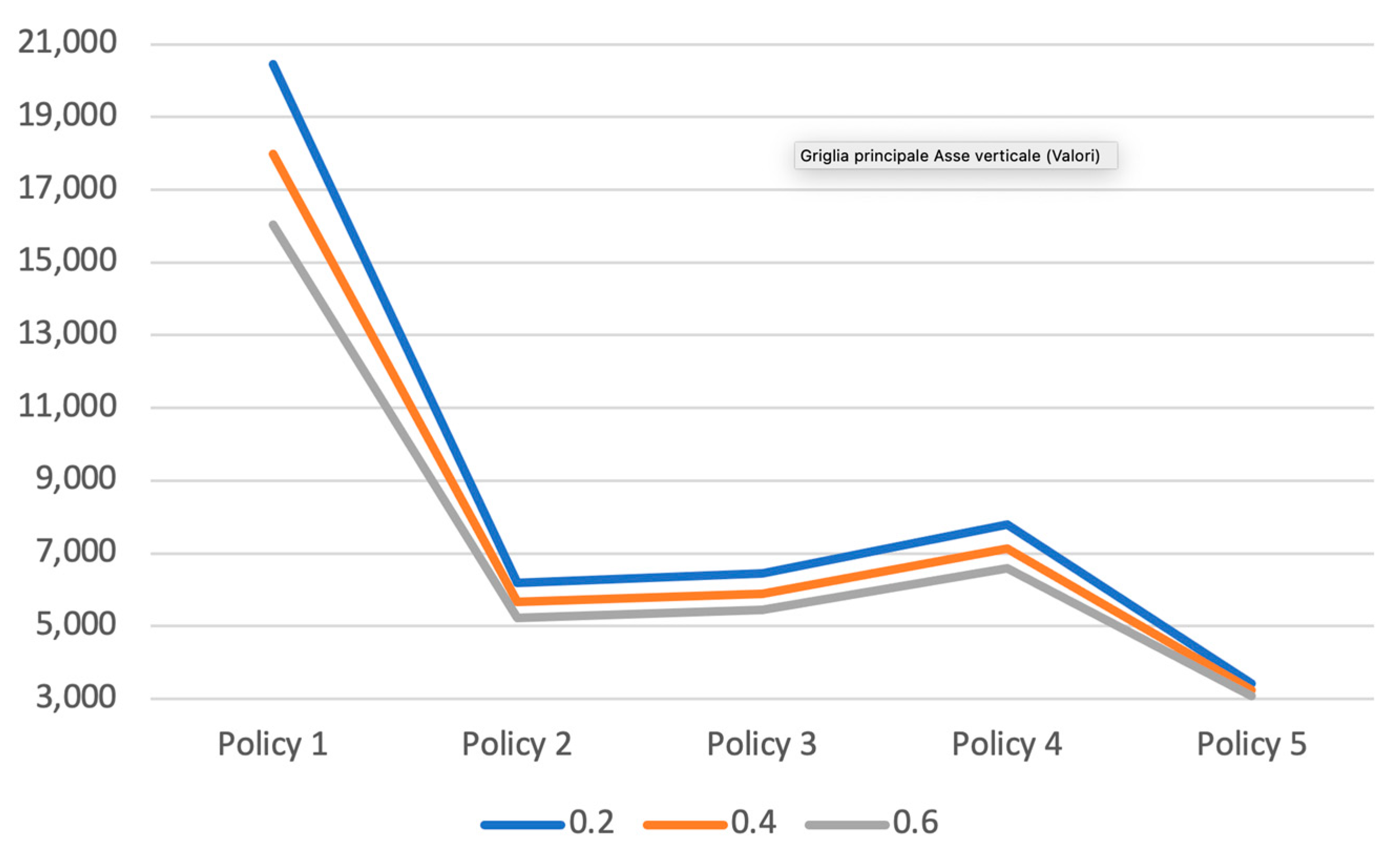
Figure 4 shows the number of on/off activities that can affect the tear of the machines. Policy 2, 3, and 4 limit this value between 12,000 and 12,500. Policy 1 (based on the queues) increases the number of on/off activities, and this policy is more affected by the warm-up time.
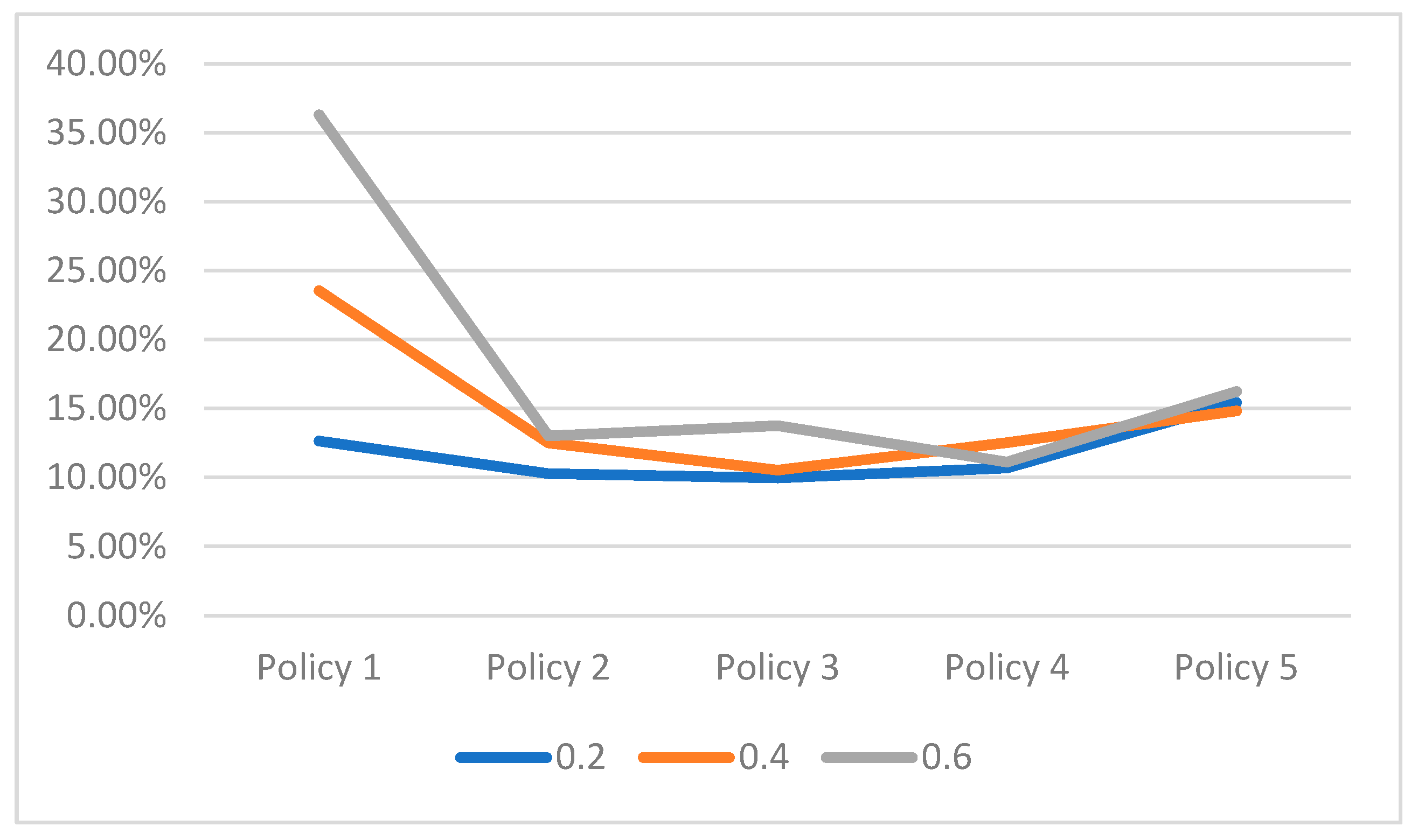
Figure 5 shows the number of parts in delay compared to the model always being on. As per the previous measure, policies 2, 3, and 4 have better performance, while policy 1 is the worst, except when the warm-up time is lower.
The same consideration of the part delayed can be confirmed by the total time delay, as shown in Figure 6.
Figure 7 shows the time delay for the unit of the part delayed. The improvement in this performance means that the increment in total time delay is not proportional to the increment in parts delayed. Then, the parts delayed increase with switch-off policies’ increase with lower delay time accumulated. This can be important if the penalty is related to the time delay of the parts.
The throughput of the systems does not change with the switch-off policies.
From the analysis of the results, the following points can be summarized:
- -
- Policy 1, proposed in the literature, leads to a greater reduction in energy consumption; the main limitations of this policy are greater variability in performance and an extremely high number of machine on/off activities that can reduce the reliability of the machines. Moreover, the production performance measures are worst in these cases.
- -
- Among the policies proposed, policy 4 (based on the modified workload computation) leads to the best compromise of energy reduction, production performance measures, and number of machine-on/off activities.
- -
- The ANOVA highlights how policy 5 is the more robust to the change in the parameters studied.
- -
- The simulation model is a crucial method used to estimate the performance of a switch-off policy from several points of view.
7. Conclusions and Future Developmental Paths
The research proposed in this paper extends the switch-off method to reduce energy consumption in job-shop systems. A production control method used in the job shop system is workload control; in the literature, the effects of the switch-off policies in these systems were not studied.
Then, the research proposed in this paper introduces the switch-off method in manufacturing systems controlled by a workload control approach to reduce energy consumption. In response, our first research question asked: what is the impact of switch-off policies in a job-shop system controlled by the workload mechanism?
The simulation results have demonstrated how the switch-off policies can reduce the energy consumption of the manufacturing system by reducing the energy consumed in the idle state of the machines. The upstream policy, proposed in the literature, allows for drastically reducing energy consumption, but the number of turns on/off of the machines is very high, and the performance measures of the manufacturing system are the worst.
Then, the policies proposed that include the workload computation of the control mechanism allow us to obtain a better trade-off between energy consumption and manufacturing system performance. Moreover, the number of turns on/off of the machines is lower with the proposed switch-off policies.
The analysis of the different values of idle power and warm-up characteristics answers our second research question: what is the impact on the main performance measures of the combinations of the turn-off/on mechanism also based on the power consumed in the states of the machines?
The idle and warm-up power characteristics impact the manufacturing performance and energy consumption, as shown by the ANOVA analysis. The simulations show how the proposed policy based on workload computation is more robust against these parameters. Moreover, policy 5, based on workload control data, is not affected by the warm-up power and time.
At the managerial level, the simulation supports the decision maker in choosing the better switch-off policy for energy consumption reduction and the manufacturing performance target. The simulation helps the decision maker because it allows for estimating both the productivity and energy performance of the manufacturing systems. The potential industrial applications can involve production systems where CNC machines are used. Recent CNC machines are capable of switching into energy-saving modes or even shutting down completely. For example, [29] argued how in an aircraft small-parts supplier, there is an idle period of 16% of the machines, and this can reduce the energy consumption by about 13% with a switch-off policy. Therefore, the proposed method can support industrial cases with several CNC machines (such as cutting operations) or auxiliary tools such as air compressed for welding tasks. This is because both the CNC machines and air-compressed auxiliary tools can easily be turned off and on.
This research, following the works proposed in the literature, concerns a manufacturing system with dedicated machines; a future development path can investigate the impact of machine flexibility. A limitation of the proposed method is that the flexibility of the machines is not considered, and the method works with a determined routing of the jobs. Another limit is the processing time, which should have lower variability to aid the proposed model. A future research path can investigate the impact of workload control and a switch-off policy on the peak power constraint due to the energy provider.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- De la Cruz-Lovera, C.; Perea-Moreno, A.-J.; De la Cruz-Fernández, J.-L.; Alvarez-Bermejo, J.A.; Manzano-Agugliaro, F. Worldwide Research on Energy Efficiency and Sustainability in Public Buildings. Sustainability 2017, 9, 1294. [Google Scholar] [CrossRef]
- Ritchie, H.; Roser, M. CO2 and Greenhouse Gas Emissions. In Our World in Data. 2020. Available online: https://web.archive.org/web/20220719060016/https:/ourworldindata.org/co2-and-other-greenhouse-gas-emissions (accessed on 1 June 2022).
- Gerarden, T.D.; Newell, R.G.; Stavins, R.N. Assessing the Energy-Efficiency Gap. J. Econ. Lit. 2017, 55, 1486–1525. [Google Scholar] [CrossRef]
- IRENA. Renewable Capacity Statistics 2021; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2021; ISBN 978-92-9260-342-7. [Google Scholar]
- IRENA. Future of Solar Photovoltaic: Deployment, Investment, Technology, Grid Integration and Socio-Economic Aspects; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2019; ISBN 978-92-9260-156-0. [Google Scholar]
- Frigerio, N.; Matta, A. Energy-Efficient Control Strategies for Machine Tools with Stochastic Arrivals. IEEE Trans. Autom. Sci. Eng. 2015, 12, 50–61. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Analysis of production lines with switch-Off/On controlled machines. In Eco-Factories of the Future. Sustainable Production, Life Cycle Engineering and Management; Thiede, S., Herrmann, C., Eds.; Springer: Cham, Switzerland, 2019; pp. 147–172. [Google Scholar] [CrossRef]
- Renna, P. Energy saving by switch-off policy in a pull-controlled production line. Sustain. Prod. Consum. 2018, 16, 25–32. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. Switch off policies in job-shop manufacturing systems including workload evaluation. Int. J. Manag. Sci. Eng. Manag. 2021, 16, 254–263. [Google Scholar] [CrossRef]
- Fernandes, N.O.; Carmo-Silva, S. Workload control under continuous order release. Int. J. Prod. Econ. 2011, 131, 257–262. [Google Scholar] [CrossRef]
- Stevenson, M.; Hendry, L.C.; Kingsman, B.G. A Review of Production Planning and Control: The Applicability of Key Concepts to the Make-to-Order Industry. One World? One View of Operations Management? In Proceedings of the EurOMA-POMS Conference, Como, Italy, 16–18 June 2003; Available online: https://eprints.lancs.ac.uk/id/eprint/46212/ (accessed on 29 March 2023).
- Frigerio, N.; Matta, A. Analysis on energy efficient switching of machine tool with stochastic arrivals and buffer information. IEEE Trans. Autom. Sci. Eng. 2016, 13, 238–246. [Google Scholar] [CrossRef]
- Mashaei, M.; Lennartson, B. Energy reduction in a pallet- constrained flow shop through on–off control of idle machines. IEEE Trans. Autom. Sci. Eng. 2013, 10, 45–56. [Google Scholar] [CrossRef]
- Wang, J.; Xue, J.; Duque, E.T.; Li, S.; Chang, Q. Fuzzy decision of machine switch on-off for energy efficient operation of manufacturing system. In Proceedings of the 13th IEEE Conference on Automation Science and Engineering, Xi’an, China, 20–23 August 2017. [Google Scholar]
- Wang, J.; Fei, Z.; Chang, Q.; Li, S.; Fu, Y. Multi-state decision of unreliable machines for energy-efficient production considering work-in-process inventory. Int. J. Adv. Manuf. Technol. 2019, 102, 1009–1021. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. Design model of flow lines to include switch-off policies reducing energy consumption. Appl. Sci. 2020, 10, 1475. [Google Scholar] [CrossRef]
- Zhang, L.; Tang, Q.; Wu, Z.; Wang, F. Mathematical modeling and evolutionary generation of rule sets for energy-efficient flexible job shops. Energy 2017, 138, 210–227. [Google Scholar] [CrossRef]
- Wu, X.; Sun, Y. A green scheduling algorithm for flexible job shop with energy-saving measures. J. Clean. Prod. 2018, 172, 3249–3264. [Google Scholar] [CrossRef]
- Liu, M.; An, L.; Zhang, J.; Chu, F.; Chu, C. Energy-oriented bi-objective optimisation for a multi-module reconfigurable manufacturing system. Int. J. Prod. Res. 2018, 57, 5974–5995. [Google Scholar] [CrossRef]
- Rakovitis, N.; Li, D.; Zhang, N.; Li, J.; Zhang, L.; Xiao, X. Novel approach to energy-efficient flexible job-shop scheduling problems. Energy 2022, 238, 121773. [Google Scholar] [CrossRef]
- Duque, E.T.; Fei, Z.C.; Wang, J.F.; Li, S.Q.; Li, Y.F. Energy Consumption Control of One Machine Manufacturing System with Stochastic Arrivals Based on Fuzzy Logic. In Proceedings of the 2018 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bangkok, Thailand, 16–19 December 2018; pp. 1503–1507. [Google Scholar] [CrossRef]
- Wang, K.; Xue, Y.; Guo, Q.; Shahidehpour, M.; Zhou, Q.; Wang, B.; Sun, H. A Coordinated Reconfiguration Strategy for Multi-Stage Resilience Enhancement in Integrated Power Distribution and Heating Networks. IEEE Trans. Smart Grid 2023. Early Access. [Google Scholar] [CrossRef]
- Haseeb, K.; Din, I.U.; Almogren, A.; Ahmed, I.; Guizani, M. Intelligent and secure edge-enabled computing model for sustainable cities using green Internet of Things. Sustain. Cities Soc. 2021, 68, 102779. [Google Scholar] [CrossRef]
- Awan, K.A.; Din, I.U.; Almogren, A. A Blockchain-Assisted Trusted Clustering Mechanism for IoT-Enabled Smart Transportation System. Sustainability 2022, 14, 14889. [Google Scholar] [CrossRef]
- Melnyk, S.A.; Ragatz, G.L. Order review/release: Research issues and perspectives. Int. J. Prod. Res. 1989, 27, 1081–1096. [Google Scholar] [CrossRef]
- Oosterman, B.J.; Land, M.J.; Gaalman, G.J.C. The influence of shop characteristics on workload control. Int. J. Prod. Econ. 2000, 68, 107–119. [Google Scholar] [CrossRef]
- Renna, P. Workload control policies under continuous order release. Prod. Eng. Res. Dev. 2015, 9, 655–664. [Google Scholar] [CrossRef]
- Thürer, M.; Qu, T.; Stevenson, M.; Maschek, T.; Godinho Filho, M. Continuous workload control order release revisited: An assessment by simulation. Int. J. Prod. Res. 2014, 52, 6664–6680. [Google Scholar] [CrossRef]
- Twomey, J.; Yildirim, M.; Whitman, B.L.; Liao, H.; Ahmad, J. Energy Profiles of Manufacturing Equipment for Reducing Energy Consumption in a Production Setting; Working Paper; Wichita State University: Wichita, KS, USA, 2008. [Google Scholar]
Figure 1.
Switch-off control.

Figure 2.
Energy consumption reduction.


Figure 3.
Main effects.


Figure 4.
Number of on/off activities.

Figure 5.
Parts delayed.

Figure 6.
Total time delay.

Figure 7.
Time delay for unit of product.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Switch-off policies investigated.
| Switch-Off Policy | Off Condition Machine m | On Condition Machine m |
|---|---|---|
| Policy 1 | Queuem = 0 | Queuem = 1 |
| Policy 2 | WLm < Threshold1 | Queuem = 1 |
| Policy 3 | WLmodm < Threshold2 | Queuem = 1 |
| Policy 4 | WLmodm < Threshold3 | WLmodm > Threshold4 |
| Policy 5 | WLm < Threshold5 | WLm > Threshold6 |
Table 2.
Model characteristics.
| Number of machines | 6, including 1 bottleneck |
| Inter-arrival | EXPO (0.642) |
| Number of operations | Discrete Uniform [1, 6] |
| Due date | (total processing time) × Uniform [5, 10] |
| Processing times, no bottlenecks | 2-Erlang with mean 1 |
| Processing times bottlenecks | 2-Erlang with mean 1.15 (utilization about 90%) |
Table 3.
Power sensitivity analysis.
| Power | Case 1 | Case 2 | Case 3 | Case 4 | Case 5 | Case 6 | Case 7 | Case 8 | Case 9 |
|---|---|---|---|---|---|---|---|---|---|
| Work (Kw) | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Idle (Kw) | 3 | 4 | 5 | 3 | 4 | 5 | 3 | 4 | 5 |
| Stop (kw) | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Warm-up (Kw) | 5 | 5 | 5 | 4 | 4 | 4 | 3 | 3 | 3 |
Table 4.
Parameters for the switch-off policies.
| Parameter | Value | Value | ||
|---|---|---|---|---|
| Policy 2 | Threshold1 | 1 | ||
| Policy 3 | Threshold2 | 0.05 | ||
| Policy 3 | alfa | 0.6 | beta | 0.4 |
| Policy 4 | Threshold3 | 0.05 | Threshold4 | 1 |
| Policy 5 | Threshold5 | 0.09 | Threshold6 | 1.1 |
| alfa | 0.6 | beta | 0.4 |
Table 5.
ANOVA analysis.
| Source of Variance | Sum of Square | Degree of Freedom | Mean of Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| Policy 1 | |||||
| Idle power | 0.023625 | 2 | 0.011813 | 911.52 | 0.000 |
| Warm-up power | 0.001617 | 2 | 0.000808 | 62.38 | 0.000 |
| Warm-up time | 0.004072 | 2 | 0.002036 | 157.12 | 0.000 |
| Residual | 0.000259 | 20 | 0.000013 | ||
| Policy 2 | |||||
| Idle power | 0.003696 | 2 | 0.001848 | 1180.47 | 0.000 |
| Warm-up power | 0.000163 | 2 | 0.000082 | 52.07 | 0.000 |
| Warm-up time | 0.000299 | 2 | 0.000149 | 95.40 | 0.000 |
| Residual | 0.000031 | 20 | 0.000002 | ||
| Policy 3 | |||||
| Idle power | 0.003892 | 2 | 0.001946 | 1542.30 | 0.000 |
| Warm-up power | 0.000184 | 2 | 0.000092 | 72.79 | 0.000 |
| Warm-up time | 0.000320 | 2 | 0.000160 | 126.80 | 0.000 |
| Residual | 0.000025 | 20 | 0.000001 | ||
| Policy 4 | |||||
| Idle power | 0.005817 | 2 | 0.002909 | 505.34 | 0.000 |
| Warm-up power | 0.000280 | 2 | 0.000140 | 24.35 | 0.000 |
| Warm-up time | 0.000338 | 2 | 0.000169 | 29.33 | 0.000 |
| Residual | 0.000115 | 20 | 0.000006 | ||
| Policy 5 | |||||
| Idle power | 0.003873 | 2 | 0.001937 | 20.23 | 0.000 |
| Warm-up power | 0.000573 | 2 | 0.000286 | 2.99 | 0.073 |
| Warm-up time | 0.000125 | 2 | 0.000062 | 0.65 | 0.532 |
| Residual | 0.001914 | 20 | 0.000096 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Renna, P. Switch-Off Policies in Job Shop Controlled by Workload Control Concept. Appl. Sci. 2023, 13, 5210. https://doi.org/10.3390/app13085210
AMA Style
Renna P. Switch-Off Policies in Job Shop Controlled by Workload Control Concept. Applied Sciences. 2023; 13(8):5210. https://doi.org/10.3390/app13085210
Chicago/Turabian StyleRenna, Paolo. 2023. "Switch-Off Policies in Job Shop Controlled by Workload Control Concept" Applied Sciences 13, no. 8: 5210. https://doi.org/10.3390/app13085210
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.