
Optimization of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film Production for Potential Application in Food Packaging

Abstract
:1. Introduction
2. Results and Discussion
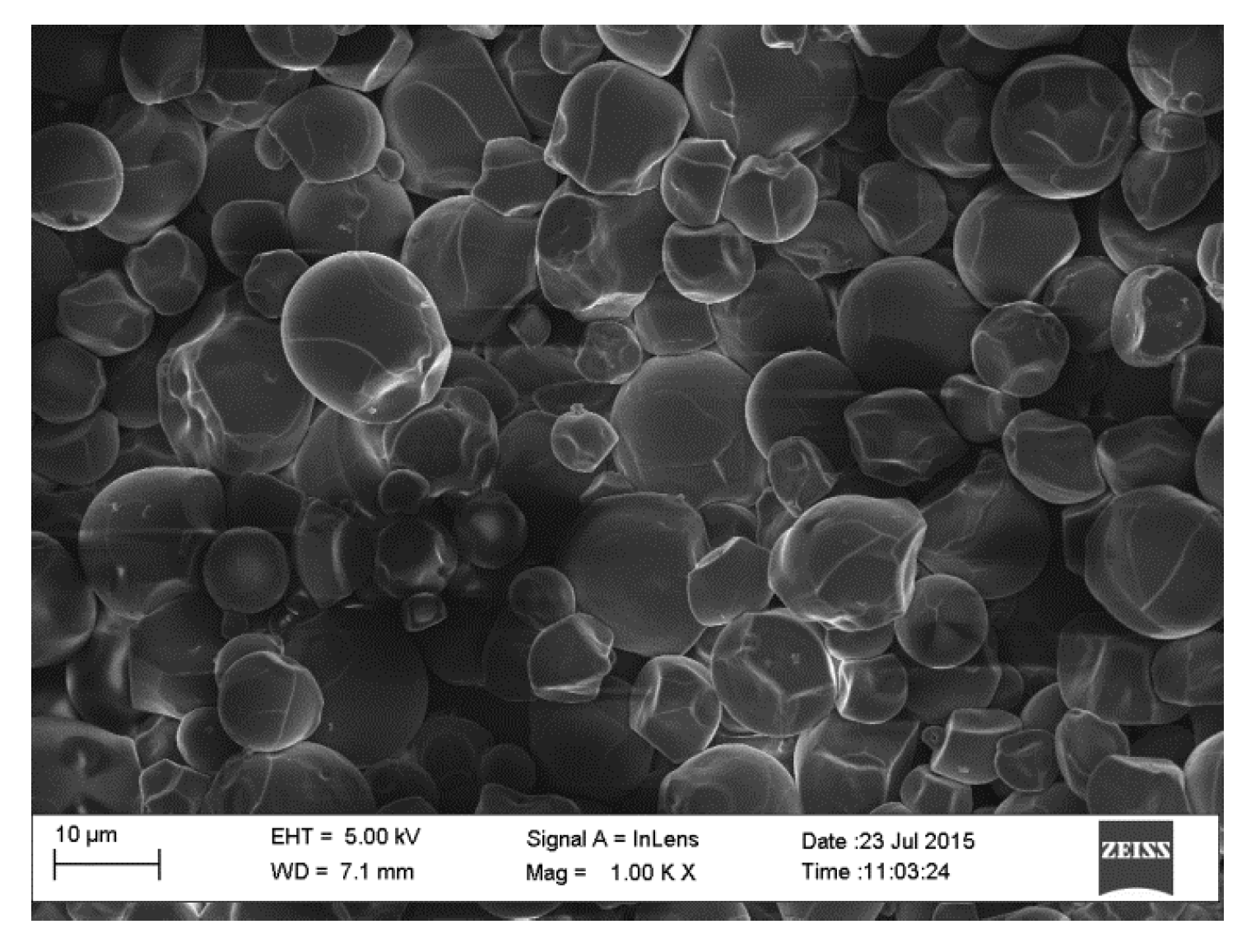
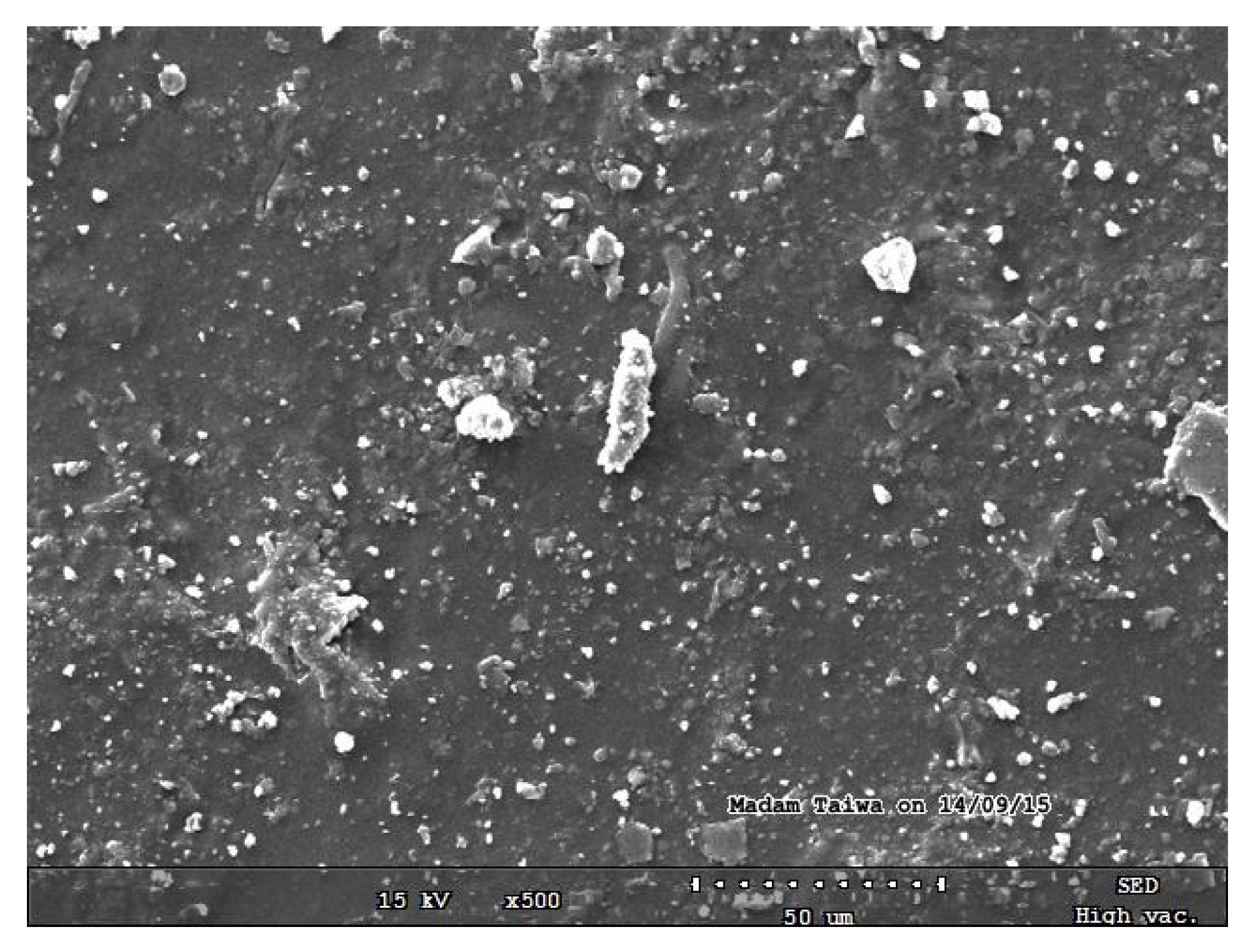
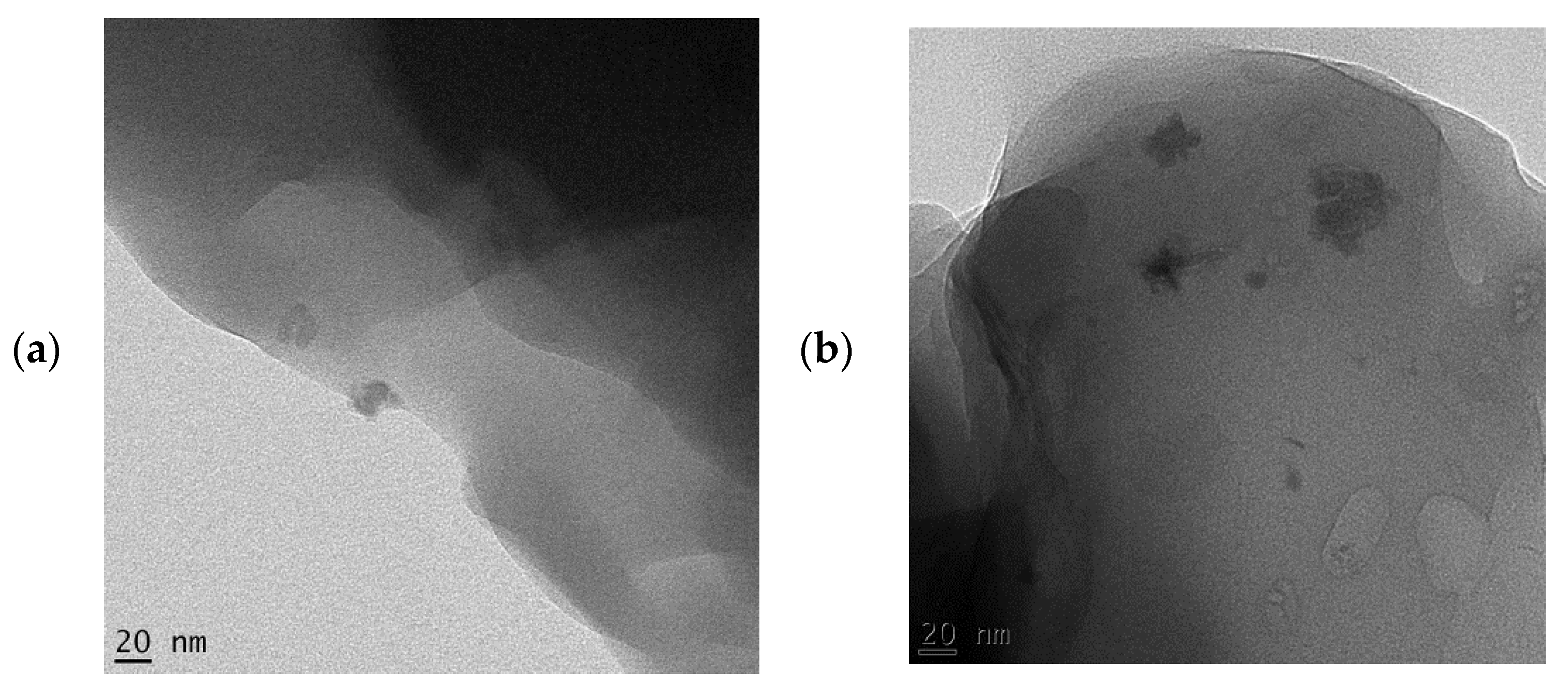
2.1. Film Morphologies
2.2. Development of Regression Model Equations by Central Composite Design (CCD) for Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film
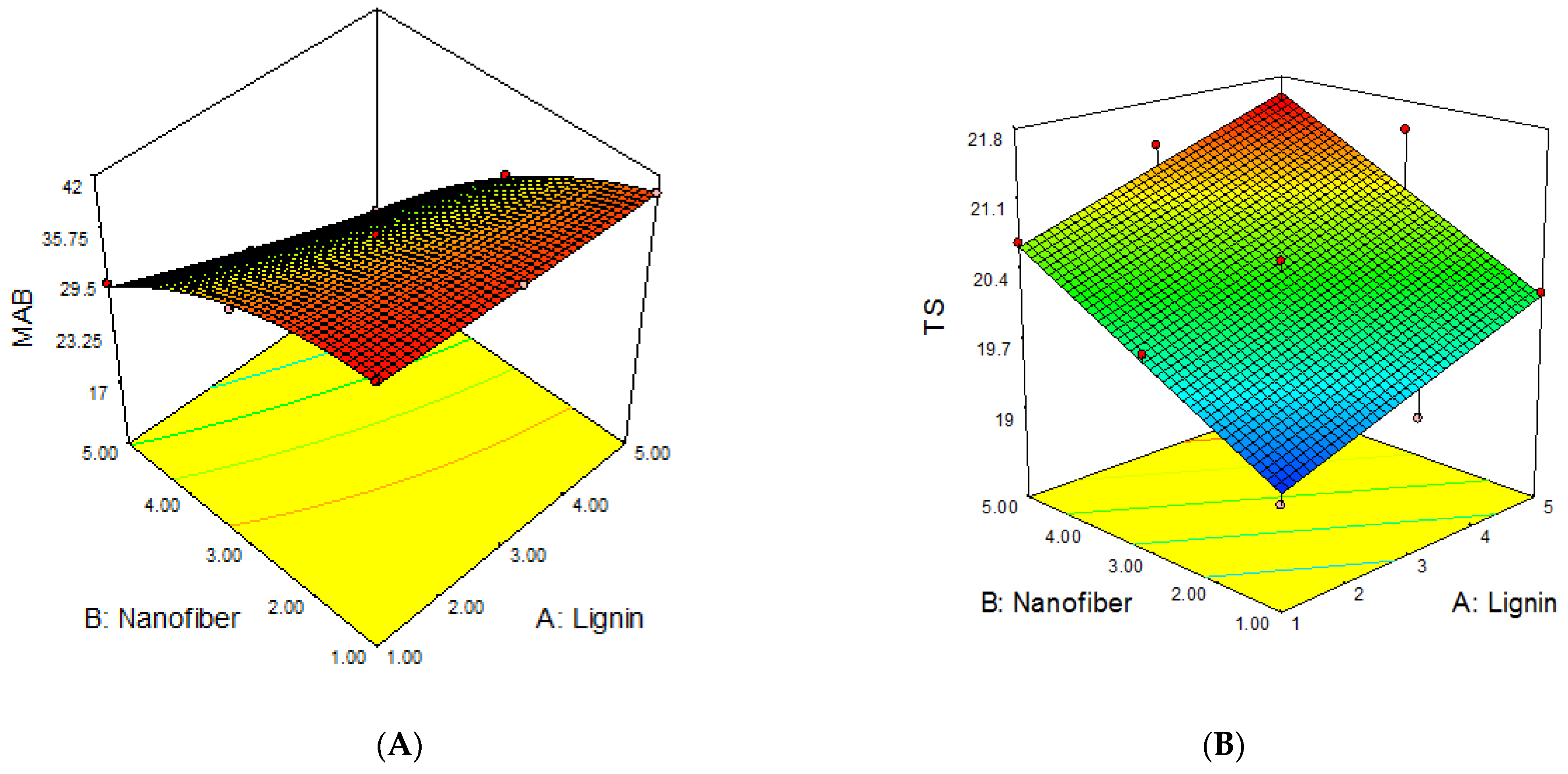
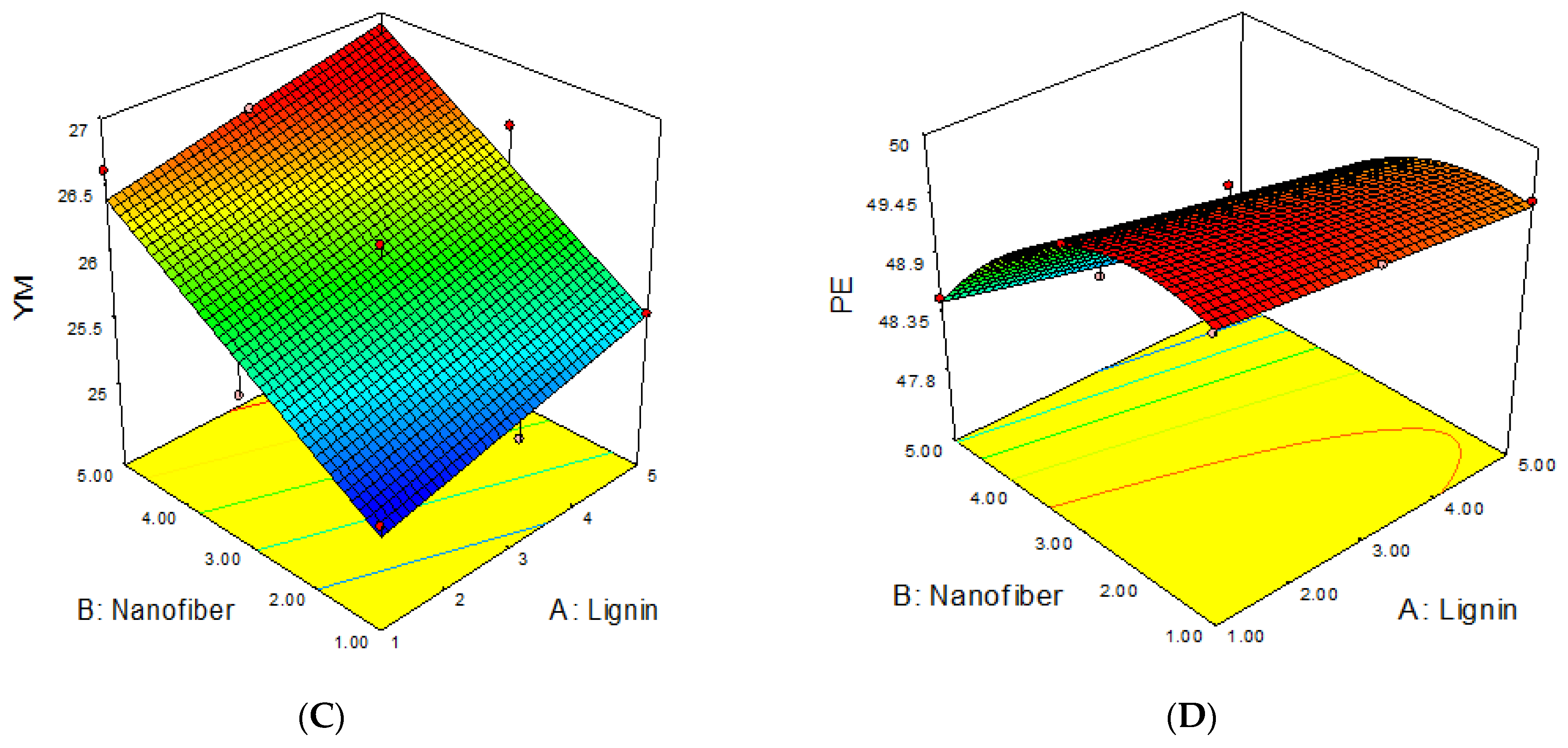
2.3. Analyses of Response Surfaces
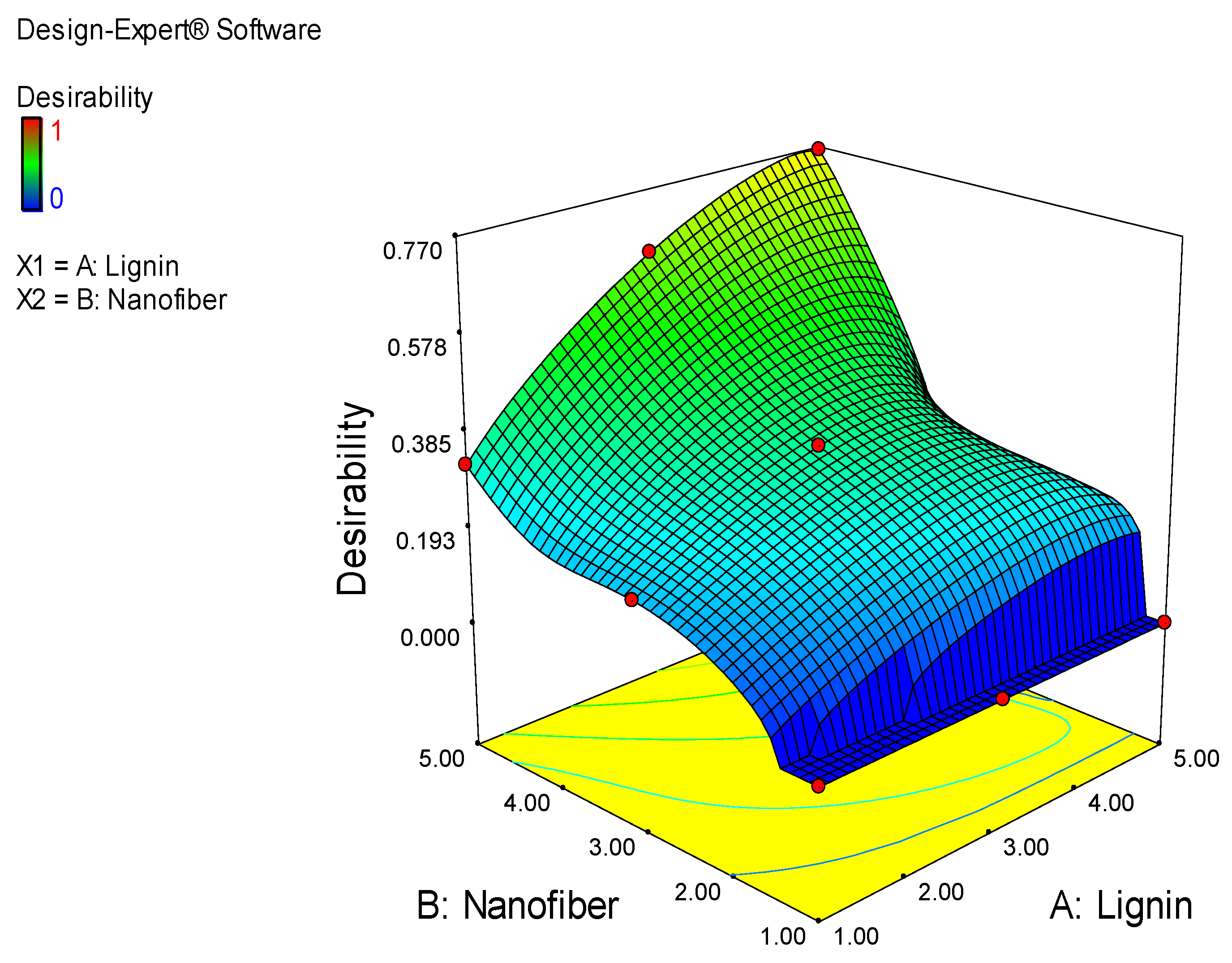
2.4. Optimization of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film Production
3. Materials and Methods
3.1. Plant Materials
3.2. Chemicals
3.3. Preparation Lignin and Cellulose Nanofiber from Bamboo (Bambusa vulgaris Schrad)
3.4. Experimental Design and Optimization of Starch Nanocomposite Film Production
3.5. Preparation of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film
3.6. Characterization of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film Water-Absorption Test
3.7. Mechanical Properties
3.8. Scanning Electron Microscopy (SEM)
3.9. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Vert, M.; Santos, I.D.; Ponsart, S.; Alauzet, N.; Morgat, J.-L.; Coudance, J.; Garreau, H. Degradable polymers in a living environment: Where do you end up? Polym. Int. 2002, 51, 840–844. [Google Scholar] [CrossRef]
- Bhattacharya, M. Stress relaxation of starch/synthetic polymer blends. J. Mat. Sci. 1998, 33, 4131–4139. [Google Scholar] [CrossRef]
- Garcia, N.L.; Famá, L.; Dufresne, A.; Aranguren, A.; Goyanes, S. A comparison between the physico-chemical properties of tuber and cereal starches. Food Res. Int. 2009, 42, 976–982. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic bionanocomposites: A review of preparation and properties of nanocomposites. Biomacromolecules 2009, 10, 425–432. [Google Scholar] [CrossRef] [PubMed]
- Famá, L.; Bittante, A.M.B.Q.; Sobral, P.J.A.; Goyanes, S.; Gerschenson, L.N. Garlic powder and wheat bran as fillers: Their effect on the physicochemical properties of edible biocomposites. Mat. Sci. Eng. C 2010, 30, 853–859. [Google Scholar] [CrossRef]
- Famá, L.M.; Pettarin, V.; Goyanes, S.; Bernal, C.R. Starch based nanocomposites with improved mechanical properties. Carbohydr. Polym. 2011, 83, 1226–1231. [Google Scholar] [CrossRef]
- Famá, L.M.; Gañan, P.; Bernal, C.R.; Goyanes, S. Biodegradable starch nanocomposites with low water vapor permeability and high storage modulus. Carbohydr. Polym. 2012, 87, 1989–1993. [Google Scholar] [CrossRef]
- Pérez-Pacheco, E.; Canto-Pinto, J.C.; Moo-Huchin, V.M.; Estrada-Mota, I.A.; Estrada-León, R.J.; Chel-Guerrero, L. Thermoplastic Starch (TPS)-Cellulosic Fibers Composites: Mechanical Properties and Water Vapor Barrier: A Review. In Composites from Renewable and Sustainable Materials; BoD–Books on Demand: Norderstedt, Germany, 2016; Chapter 5. [Google Scholar] [CrossRef] [Green Version]
- Garcia Calvo-Flores, F.; Dobado, J.A. Lignin as renewable raw material. Chemsuschem 2010, 3, 1227–1235. [Google Scholar] [CrossRef]
- Wang, X.; Han, G.; Shen, Z.; Sun, R. Fabrication, Property, and Application of Lignin-Based Nanocomposites. In Eco-Friendly Polymer Nanocomposites, Advanced Structured Materials; Thakur, V.K., Thakur, M.K., Eds.; Springer: New Delhi, India, 2015; Volume 74. [Google Scholar] [CrossRef]
- Kaushik, A.; Singh, M.; Verma, G. Green nanocomposites based on thermoplastic starch and steam exploded cellulose nanofibrils from wheat straw. Carbohydr. Polym. 2010, 82, 337–345. [Google Scholar] [CrossRef]
- Kaewtatip, K.; Thongmee, J. Effect of kraft lignin and esterified lignin on the properties of thermoplastic starch. Mater. Des. 2013, 49, 701–704. [Google Scholar] [CrossRef]
- Narkchamnan, S.; Sakdaronnarong, C. Thermo-molded biocomposite from cassava starch, natural fibers and lignin associated by laccase-mediator system. Carbohydr. Polym. 2013, 96, 109–117. [Google Scholar] [CrossRef]
- Szymonska, J.; Targosz-Korecka, M.; Krok, F. Characterization of starch nanoparticles. J. Phys. Conf. Ser. 2009, 146, 1–6. [Google Scholar] [CrossRef]
- Amenaghawon, N.A.; Okieimen, C.O.; Ogbeide, S.E. Modelling and Statistical Optimization of dilute acid hydrolysis of eucalyptus wood chips using Response Surface Methodology. Pac. J. Sci. Technol. 2014, 15, 245–256. [Google Scholar]
- Cao, G.; Ren, N.; Wang, A.; Lee, D.J.; Guo, W.; Liu, B.; Feng, Y.; Zhao, Q. Acid Hydrolysis of Corn Stover for Biohydrogen Production using Thermoanaerobacterium thermosaccharolyticum W16. Int. J. Hydrog. Energy 2009, 34, 7182–7188. [Google Scholar] [CrossRef]
- Bendahou, A.; Kaddami, H.; Dufresne, A. Investigation on the effect of cellulosic nanoparticles morphology on the properties of natural rubber based nanocomposites. Eur. Polym. J. 2010, 46, 609–620. [Google Scholar] [CrossRef]
- Khan, K.H.; Ali, T.M.; Hasnain, A. Effect of chemical modifications on the functional and rheological properties of potato (Solanum tuberosum) starches. J. Anim. Plant Sci. 2014, 24, 550–555. [Google Scholar]
- Michelle, L.H.T. Development of Citric Acid Cross-Linked Starch for Controlled-Release Fertilizer (CRF); B.Eng Project Report; Department of Chemical Engineering, Universiti Teknologi Petronas: Tronoh, Perak, 2013. [Google Scholar]
- Taghizadeh, M.T.; Sabouri, N. Biodegradation behaviors and water adsorption of poly (vinyl alcohol)/starch/carboxymethyl cellulose/clay nanocomposites. Taghizadeh Sabouri Int. Nano Lett. 2013, 3, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.K.; Jaszkiewicz, A. Mechanical performance of biocomposites based on PLA and PHBV reinforced with natural fibres—a comparative study to PP. Compos. Sci. Technol. 2010, 70, 1687–1696. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Sun, H.; Bai, H.; Zhang, L. Thermal, Mechanical, and Degradation Properties of Nanocomposites Prepared using Lignin-Cellulose Nanofibers and Poly (Lactic Acid). Bioresources 2014, 9, 3211–3224. [Google Scholar] [CrossRef] [Green Version]
- Suarez, J.C.M.; Continho, F.M.B.; Sydenstricker, T.H. SEM studies of tensile fracture surfaces of polypropylene-sawdust composites. Polym. Test. 2003, 22, 819–824. [Google Scholar] [CrossRef]
- Patpen, P.; Russly, A.; Rosnita, A.T.; Khalina, A. Response Surface Methodology for the Optimization of Preparation of Biocomposites Based on Poly(lactic acid) and Durian Peel Cellulose. Sci. World J. 2015, 2015, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Tawakkal, I.S.M.A.; Talib, R.A.; Abdan, K.; Chin, N.L. Optimisation of processing variables of kenaf derived cellulose reinforced polylactic acid. Asian J. Chem. 2010, 22, 6652–6662. [Google Scholar]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Improvement of mechanical performance of industrial hemp fibre reinforced polylactide biocomposites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 310–319. [Google Scholar] [CrossRef]
- Akbar, J.; Mohamad, H.A.; Zohre, H.E. Effects of ultrasound time on the properties of polyvinyl alcohol-based nanocomposite films. Nutr. Food Sci. Res. 2015, 2, 29–38. [Google Scholar]
- Zhang, Y.; Lu, X.B.; Gao, C.; Lv, W.J.; Yao, J.M. Preparation and characterization of crystalline cellulose from bamboo fibers by controlled cellulose hydrolysis. J. Fiber Bioeng. Inform. 2012, 5, 263–271. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues, wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef]
- Li, M.F.; Fan, Y.M.; Xu, F.; Sun, R.C. Characterization of extracted lignin of bamboo (Neosinocalamus affinis) pretreated with sodium hydroxide/urea solution at low temperature. Bioresources 2010, 5, 1762–1778. [Google Scholar]
- Saniwan, S.; Lalita, V.; Chularat, K. Starch/cellulose biocomposites prepared by high-shear homogenization/compression molding. J. Mater. Sci. Eng. B 2012, 2, 213–222. [Google Scholar]
- AbdulRasheed-Adeleke, T.; Egwim, E.C.; Ochigbo, S.S.; Ossai, P.C. Effect of acetic anhydride and citric acid modification on biodegradability of cassava starch nanocomposite films. J. Mater. Sci. Eng. B 2015, 5, 372–379. [Google Scholar] [CrossRef]
- Ochigbo, S.S.; Luyt, A.S.; Mofokeng, J.P.; Antic, Z.; Dramicanin, M.D.; Djokovic, V. Dynamic Mechanical and Thermal Properties of the Composites of Thermoplastic Starch and Lanthanum Hydroxide Nanoparticles. J. Appl. Polym. Sci. 2012, 127, 699–709. [Google Scholar] [CrossRef]
- ASTM Standard D882-09; Standard Test Method for Tensile Properties of Thin Plastic Sheeting. American Standards for Testing and Materials International: West Conshohocken, PA, USA, 2009.
- Detduangchan, N.; Sridach, W.; Wittaya, T. Enhancement of the properties of biodegradable rice starch films by using chemical crosslinking agents. Int. Food Res. J. 2014, 21, 1189–1199. [Google Scholar]
- Lei, Y.; Wu, Q.; Yao, F.; Xu, Y. Preparation and properties of recycled HDPE/natural fiber composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1664–1674. [Google Scholar] [CrossRef]
- Piyaporn, K.; Kawee, S.; Duanghathai, P. Preparation of Cassava starch/Montnorillonite Nanocomposite Film. J. Sci. Res. 2004, 29, 2. [Google Scholar]
- Chieng, B.W.; Ibrahim, N.A.; Wan Yunus, W.M.Z. Optimization of tensile strength of poly (lactic acid)/grapheme nanocomposites using response surface methodology. Polym.-Plast. Technol. 2012, 51, 791–799. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TGA Data | |||
|---|---|---|---|
| Tonset/°C | Peak Temperature/°C | End Degradation Temperature/°C | Residue/wt. % |
| 200.05 | 328.00 | 500.58 | 12.20 |
| Size range/nm | |||
| TEM and particle size distribution | 20–100 | ||
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 245.9 | 3 | 81.97 | 16.89 | 0.0048 | Significant |
| A-lignin | 48.91 | 1 | 48.91 | 10.08 | 0.0247 | |
| B-cellulose nanofiber | 160.52 | 1 | 160.52 | 33.08 | 0.0022 | |
| AB | 36.47 | 1 | 36.47 | 7.52 | 0.0407 | |
| Residual | 24.26 | 5 | 4.85 | |||
| Cor total | 270.17 | 8 | ||||
| Std. dev. | 2.2 | R-squared | 0.9102 | |||
| Mean | 28.28 | Adj R-squared | 0.8563 | |||
| C.V. wt. % | 7.79 | Pred R-squared | 0.643 | |||
| PRESS | 96.44 | Adeq precision | 11.156 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 8.86 | 2 | 4.43 | 15.14 | 0.0045 | Significant |
| A-lignin | 3.27 | 1 | 3.27 | 11.18 | 0.0155 | |
| B-cellulose nanofiber | 5.59 | 1 | 5.59 | 19.09 | 0.0047 | |
| Residual | 1.76 | 6 | 0.29 | |||
| Cor total | 10.61 | 8 | ||||
| Std. dev. | 0.54 | R-squared | 0.8346 | |||
| Mean | 19.88 | Adj R-squared | 0.7794 | |||
| C.V. wt. % | 2.72 | Pred R-squared | 0.6172 | |||
| PRESS | 4.06 | Adeq precision | 10.908 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 0.85 | 2 | 0.42 | 57.09 | 0.0001 | Significant |
| A-lignin | 0.2 | 1 | 0.2 | 26.37 | 0.0021 | |
| B-cellulose nanofiber | 0.65 | 1 | 0.65 | 87.81 | <0.0001 | |
| Residual | 0.045 | 6 | 0.00744 | |||
| Cor total | 0.89 | 8 | ||||
| Std. dev. | 0.086 | R-squared | 0.9501 | |||
| Mean | 25.26 | Adj R-squared | 0.9334 | |||
| C.V. wt. % | 0.34 | Pred R-squared | 0.9181 | |||
| PRESS | 0.073 | Adeq precision | 20.514 | |||
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 1.43 | 5 | 0.29 | 3.27 | 0.1792 | Not significant |
| A-lignin | 0.11 | 1 | 0.11 | 1.22 | 0.3502 | |
| B-cellulose nanofiber | 0.32 | 1 | 0.32 | 3.6 | 0.154 | |
| AB | 0.38 | 1 | 0.38 | 4.29 | 0.1302 | |
| A2 | 0.14 | 1 | 0.14 | 1.62 | 0.2922 | |
| B2 | 0.49 | 1 | 0.49 | 5.62 | 0.0985 | |
| Residual | 0.26 | 3 | 0.088 | |||
| Cor total | 1.69 | 8 | ||||
| Std. dev. | 0.3 | R-squared | 0.8449 | |||
| Mean | 48.76 | Adj R-squared | 0.5865 | |||
| C.V. wt. % | 0.61 | Pred R-squared | −0.8239 | |||
| PRESS | 3.09 | Adeq precision | 5.373 |
| Run | Factors | Responses | ||||
|---|---|---|---|---|---|---|
| Lignin (wt. %) | Cellulose Nanofiber (wt. %) | MAB (%) | TS (MPa) | YM | PE (%) | |
| 1 | 3.0 | 1.0 | 32.558 | 18.370 | 24.960 | 49.300 |
| 2 | 1.0 | 3.0 | 31.818 | 19.250 | 25.050 | 48.250 |
| 3 | 1.0 | 1.0 | 32.787 | 18.070 | 24.800 | 49.650 |
| 4 | 5.0 | 3.0 | 28.571 | 21.510 | 25.520 | 48.525 |
| 5 | 3.0 | 5.0 | 22.034 | 20.510 | 25.675 | 49.000 |
| 6 | 5.0 | 5.0 | 15.590 | 20.980 | 25.740 | 48.575 |
| 7 | 5.0 | 1.0 | 31.884 | 19.750 | 25.100 | 48.500 |
| 8 | 1.0 | 5.0 | 28.571 | 20.490 | 25.425 | 48.500 |
| 9 | 3.0 | 3.0 | 30.693 | 19.970 | 25.100 | 48.500 |
| Variables | Units | Coded Levels | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| Lignin | wt. % | 1.0 | 3.0 | 5.0 |
| Cellulose nanofiber | wt. % | 1.0 | 3.0 | 5.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
AbdulRasheed-Adeleke, T.; Egwim, E.C.; Sadiku, E.R.; Ochigbo, S.S. Optimization of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film Production for Potential Application in Food Packaging. Molecules 2022, 27, 7708. https://doi.org/10.3390/molecules27227708
AbdulRasheed-Adeleke T, Egwim EC, Sadiku ER, Ochigbo SS. Optimization of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film Production for Potential Application in Food Packaging. Molecules. 2022; 27(22):7708. https://doi.org/10.3390/molecules27227708
Chicago/Turabian StyleAbdulRasheed-Adeleke, Tawakaltu, Evans Chidi Egwim, Emmanuel Rotimi Sadiku, and Stephen Shaibu Ochigbo. 2022. "Optimization of Lignin–Cellulose Nanofiber-Filled Thermoplastic Starch Composite Film Production for Potential Application in Food Packaging" Molecules 27, no. 22: 7708. https://doi.org/10.3390/molecules27227708