También podría gustarte
- Afilado de herramientasDocumento24 páginasAfilado de herramientasMarco. Kelthoz.Aún no hay calificaciones
- Foro TematicoDocumento12 páginasForo TematicoHarnold GarnicaAún no hay calificaciones
- Trabajo Foro.Documento7 páginasTrabajo Foro.Victor Hugo100% (1)
- Examen Senati Afilado 1Documento4 páginasExamen Senati Afilado 1JESUS MANUEL POLO FERNANDEZAún no hay calificaciones
- Cuaderno de Informes MAQUINAS Y HERRAMIENTAS Cris SEMANA 1Documento24 páginasCuaderno de Informes MAQUINAS Y HERRAMIENTAS Cris SEMANA 1cristian crt98Aún no hay calificaciones
- Tuerca MoleteadaDocumento10 páginasTuerca MoleteadaDylan Marquina100% (1)
- Entregable 2 Diego MarchanDocumento6 páginasEntregable 2 Diego MarchanSebastian SmpAún no hay calificaciones
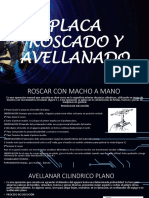
- Placa Roscado y AvellanadoDocumento12 páginasPlaca Roscado y Avellanadoelizabeth aracca jordan100% (1)
- Automatismo ElectricoDocumento8 páginasAutomatismo ElectricoJerson Retiz rojasAún no hay calificaciones
- Afilado Manual de Herramientas de CorteDocumento41 páginasAfilado Manual de Herramientas de CorteGiomar DQAún no hay calificaciones
- Ajuste, Montaje, Verificacion y Control de Maquinas - Parte IDocumento338 páginasAjuste, Montaje, Verificacion y Control de Maquinas - Parte IkevinAún no hay calificaciones
- ElectricidadDocumento10 páginasElectricidadLuis Miguel Choquehuanca SaicoAún no hay calificaciones
- Trazar, Aserrar y Agujerear ParalelepipedoDocumento50 páginasTrazar, Aserrar y Agujerear Paralelepipedojeferson silveraAún no hay calificaciones
- Actividad Entregable 01Documento7 páginasActividad Entregable 01EnriKe TorresAún no hay calificaciones
- Tr2 Mecanica de Banco y AjustesDocumento24 páginasTr2 Mecanica de Banco y AjustesLuis DazaAún no hay calificaciones
- Calculo de secciones transversales y volúmenes de soldaduraDocumento4 páginasCalculo de secciones transversales y volúmenes de soldaduraJUAN RODRIGO CACERES MORANAún no hay calificaciones
- Cabezal Bifurcado Vistas FINAL IMPRIMIR PDFDocumento1 páginaCabezal Bifurcado Vistas FINAL IMPRIMIR PDFAdrián MaldonadoAún no hay calificaciones
- Separacion Por CuñaDocumento38 páginasSeparacion Por CuñaErick Oviedo VilcaAún no hay calificaciones
- TR2 - Mecanica de Banco y AjustesDocumento7 páginasTR2 - Mecanica de Banco y AjustesElvis G. PomaAún no hay calificaciones
- Informe Prisma FresaDocumento14 páginasInforme Prisma Fresaedwin sipauccar saldivarAún no hay calificaciones
- Afilado Herramientas CorteDocumento4 páginasAfilado Herramientas CorteJhon Hernan Burgos CastroAún no hay calificaciones
- Cuales Son Las Maquinas de Mecánica de ProduccionDocumento2 páginasCuales Son Las Maquinas de Mecánica de ProduccionwilderAún no hay calificaciones
- TR2 de Electricidad de Mantenimiento00Documento5 páginasTR2 de Electricidad de Mantenimiento00Jhon Hernan Burgos CastroAún no hay calificaciones
- Cuaderno de Informes - IFP 01Documento20 páginasCuaderno de Informes - IFP 01Edi Miranda sevillanoAún no hay calificaciones
- Practica #7Documento3 páginasPractica #7juan carlosAún no hay calificaciones
- Pasos para la fabricación de piezas mecánicasDocumento17 páginasPasos para la fabricación de piezas mecánicasdavid barreto100% (1)
- Entregable 2 de AjustesDocumento14 páginasEntregable 2 de AjustesbotcabezasdAún no hay calificaciones
- Resolución de ejercicios de transposición de ecuacionesDocumento8 páginasResolución de ejercicios de transposición de ecuacionesGhino GarciaAún no hay calificaciones
- Practica 4 - OxiacetilenoDocumento15 páginasPractica 4 - OxiacetilenoMauro SánchezAún no hay calificaciones
- Trabajo Final Del CursoDocumento2 páginasTrabajo Final Del CursoJesus Flores0% (2)
- Desventajas máquinas CNCDocumento6 páginasDesventajas máquinas CNCHermann VargasAún no hay calificaciones
- Fabricación de Una Prensa en C Proceso de Trabajo JRCL 2023Documento19 páginasFabricación de Una Prensa en C Proceso de Trabajo JRCL 2023Adrian Sanchez100% (2)
- A.N.L.S.cuaderno de Informe N°2 de Mant. MecanicoDocumento16 páginasA.N.L.S.cuaderno de Informe N°2 de Mant. MecanicoÄbnër Dël Sċ LSAún no hay calificaciones
- MPTD MPTD-303 TrabajofinalDocumento4 páginasMPTD MPTD-303 TrabajofinalAlejandra Marycielo Almeyda SuncionAún no hay calificaciones
- Herramienta GraneteDocumento1 páginaHerramienta GraneteJose LuisAún no hay calificaciones
- Tr1 Soldadura de MantenimientoDocumento6 páginasTr1 Soldadura de MantenimientoDipi AcerrinAún no hay calificaciones
- Mmad - Mmad-203 - TR1 de Banco y AjusteDocumento11 páginasMmad - Mmad-203 - TR1 de Banco y AjusteDeyson Inga100% (1)
- Avance de Proyecto PERALES 2Documento44 páginasAvance de Proyecto PERALES 2Ysabel Fajardo MendozaAún no hay calificaciones
- Mmad Mmad-504 Ejercicio T002Documento2 páginasMmad Mmad-504 Ejercicio T002Wilmer M.TacanahuiAún no hay calificaciones
- Cuaderno de InformesDocumento12 páginasCuaderno de InformesAlexzander TomairoAún no hay calificaciones
- Actividad Entregable de Maquinas y Herramientas CliverDocumento9 páginasActividad Entregable de Maquinas y Herramientas Cliverhander santamariaAún no hay calificaciones
- Trabajo de Soldadura de MantenimientoDocumento12 páginasTrabajo de Soldadura de MantenimientoCarla Gonzales EstradaAún no hay calificaciones
- TC Del Ajustes y MontajeDocumento8 páginasTC Del Ajustes y MontajeGerson Joel Nieves Avila100% (1)
- Arranque directo de motor trifásicoDocumento9 páginasArranque directo de motor trifásicoMauricio Yataco Cardenas100% (1)
- Entregable 2 SoldaduraDocumento9 páginasEntregable 2 SoldaduraBrandon Vilca Veliz100% (1)
- El Ángulo de La Cuña de Una Cuchilla para Trabajar La Madera Debe Estar Entre 24º y 30ºDocumento3 páginasEl Ángulo de La Cuña de Una Cuchilla para Trabajar La Madera Debe Estar Entre 24º y 30º7pecosolAún no hay calificaciones
- El Escariado Manual TerminadoDocumento17 páginasEl Escariado Manual TerminadoJordy Navarro100% (1)
- Afilado de herramientas manualDocumento4 páginasAfilado de herramientas manualManuel Mansilla Aranibar75% (4)
- Hoja de Procesos HelicoidalesDocumento10 páginasHoja de Procesos HelicoidalesBryan ST100% (1)
- Describa Las Características de Los Sistemas de Sujeción Cónica de Los Arboles y Manguitos Porta Fresas Bajo Norma ASME e ISODocumento4 páginasDescriba Las Características de Los Sistemas de Sujeción Cónica de Los Arboles y Manguitos Porta Fresas Bajo Norma ASME e ISOluis ballinAún no hay calificaciones
- Formato - Plan Del Estudiante Bloque Prismatico VDocumento12 páginasFormato - Plan Del Estudiante Bloque Prismatico VLuis Daniel Cahui AzorzaAún no hay calificaciones
- Prisma en VDocumento7 páginasPrisma en Vedwin sipauccar saldivarAún no hay calificaciones
- Dibujo TrabajofinalDocumento4 páginasDibujo Trabajofinaljack calderon bautistaAún no hay calificaciones
- Foro Tematico Afilado Herramientas de CorteDocumento3 páginasForo Tematico Afilado Herramientas de CorteAron AFAún no hay calificaciones
- Senati Tratamiento TermicoDocumento7 páginasSenati Tratamiento TermicoJose Franco Martinez ValladolidAún no hay calificaciones
- Maquinado en torno y taladro: guía práctica de actividadesDocumento22 páginasMaquinado en torno y taladro: guía práctica de actividadesMissael PalomoAún no hay calificaciones
- Informe de Afilado de Cuchillas (BURILES)Documento7 páginasInforme de Afilado de Cuchillas (BURILES)Kevin AranaAún no hay calificaciones
- Trabajo de Curso - TR3Documento16 páginasTrabajo de Curso - TR3Juvenal Alfredo Huerta Zoluaga100% (2)
- Informe 1Documento13 páginasInforme 1adrian avalosAún no hay calificaciones
- Afilado de FresaDocumento8 páginasAfilado de FresaErika Pilataxi0% (1)
- Taller 1 y 2Documento2 páginasTaller 1 y 2Kevin AranaAún no hay calificaciones
- 2 Areas Lineas y Prob de InvDocumento26 páginas2 Areas Lineas y Prob de InvKevin AranaAún no hay calificaciones
- Investigación de proyecto finalDocumento32 páginasInvestigación de proyecto finalKevin AranaAún no hay calificaciones
- 3 Problema de InvDocumento20 páginas3 Problema de InvKevin AranaAún no hay calificaciones
- 4 Problemas y ObjetivosDocumento12 páginas4 Problemas y ObjetivosKevin AranaAún no hay calificaciones
- Tarea Academica Estructuras 23 05 2022Documento5 páginasTarea Academica Estructuras 23 05 2022Kevin AranaAún no hay calificaciones
- Clase 08 de Estructuras 23 05 2022Documento5 páginasClase 08 de Estructuras 23 05 2022Kevin AranaAún no hay calificaciones
- 3.2.planteamiento Del Problema de InvestigaciónDocumento29 páginas3.2.planteamiento Del Problema de InvestigaciónKevin AranaAún no hay calificaciones
- Análisis Estático.Documento13 páginasAnálisis Estático.Kevin AranaAún no hay calificaciones
- Canal01 Práctica-Virtual2 Clasificacion TurbomaquinasDocumento16 páginasCanal01 Práctica-Virtual2 Clasificacion TurbomaquinasKevin AranaAún no hay calificaciones
- MENDOZA SOTO CESAR LUIS-1er PRACTICA Ing ControlDocumento5 páginasMENDOZA SOTO CESAR LUIS-1er PRACTICA Ing ControlKevin AranaAún no hay calificaciones
- Triángulos de velocidades en turbomáquinas hidráulicas radialesDocumento4 páginasTriángulos de velocidades en turbomáquinas hidráulicas radialesKevin AranaAún no hay calificaciones
- Guia General para Identificacion PDFDocumento317 páginasGuia General para Identificacion PDFjohntarazona9422Aún no hay calificaciones
- PIP Instalac Sistema Electrico Rural Con Paneles FotovoltaicosDocumento115 páginasPIP Instalac Sistema Electrico Rural Con Paneles FotovoltaicosKevin AranaAún no hay calificaciones
- Calendario de partidos interuniversitariosDocumento19 páginasCalendario de partidos interuniversitariosKevin AranaAún no hay calificaciones
- Implementación de energía solar fotovoltaica en parque HuancayoDocumento11 páginasImplementación de energía solar fotovoltaica en parque HuancayoKevin AranaAún no hay calificaciones
- Examen Complementario 2021-IDocumento4 páginasExamen Complementario 2021-IKevin AranaAún no hay calificaciones
- Trabajo de Vibraciones Forzadas 2020iiDocumento18 páginasTrabajo de Vibraciones Forzadas 2020iiKevin AranaAún no hay calificaciones
- Canal01 Práctica-Virtual2 Clasificacion TurbomaquinasDocumento16 páginasCanal01 Práctica-Virtual2 Clasificacion TurbomaquinasKevin AranaAún no hay calificaciones
- Criticidad de Equipos EjercicioDocumento5 páginasCriticidad de Equipos EjercicioKevin AranaAún no hay calificaciones
- Cuadro 11 y 12Documento3 páginasCuadro 11 y 12Kevin AranaAún no hay calificaciones
- PROYECTODocumento7 páginasPROYECTOKevin AranaAún no hay calificaciones
- Decimo Segundo Balotario de Taller AutomotrizDocumento2 páginasDecimo Segundo Balotario de Taller AutomotrizKevin AranaAún no hay calificaciones
- Cuadro 13Documento1 páginaCuadro 13Kevin AranaAún no hay calificaciones
- GU 4.56 Informe FinalDocumento173 páginasGU 4.56 Informe FinalKevin AranaAún no hay calificaciones
- Motivar A Los EmpleadosDocumento36 páginasMotivar A Los EmpleadosKevin AranaAún no hay calificaciones
- Mames CriticidadDocumento11 páginasMames CriticidadKevin AranaAún no hay calificaciones
- Ser Un Líder EficazDocumento34 páginasSer Un Líder EficazKevin AranaAún no hay calificaciones
- Bases Del Campeonato 2021 IIDocumento5 páginasBases Del Campeonato 2021 IIKevin AranaAún no hay calificaciones
- Encuesta de apreciación estudiantil sobre docentes UNCPDocumento1 páginaEncuesta de apreciación estudiantil sobre docentes UNCPKevin AranaAún no hay calificaciones
- 2 DRingDocumento29 páginas2 DRingronalAún no hay calificaciones
- Seminario #5 La MaderaDocumento19 páginasSeminario #5 La MaderaAmor PazAún no hay calificaciones
- Empalmes de Madera Tipos - BricolajeDocumento25 páginasEmpalmes de Madera Tipos - BricolajeAstridAún no hay calificaciones
- Cuentos Cortos Los Tres CerditosDocumento3 páginasCuentos Cortos Los Tres Cerditoskaren biebs0% (1)
- Plano Detalle FuenteDocumento1 páginaPlano Detalle FuenteEmersonMoralesUrriburuAún no hay calificaciones
- Cinco EjesDocumento35 páginasCinco EjesBryant GarcíaAún no hay calificaciones
- Punto de venta gratuito y lista de productosDocumento66 páginasPunto de venta gratuito y lista de productosmariaAún no hay calificaciones
- METODO DE TRAMOS Y AREAS Seemana 4Documento19 páginasMETODO DE TRAMOS Y AREAS Seemana 4ALEXANDER AMPEREZAún no hay calificaciones
- SINONIMOS Y ANTONIMOS Carolina Arias - PpsDocumento35 páginasSINONIMOS Y ANTONIMOS Carolina Arias - Ppsdalisney davidAún no hay calificaciones
- Formación profesional en electricidad y reparación de avería eléctricaDocumento2 páginasFormación profesional en electricidad y reparación de avería eléctricaPedro Solana100% (1)
- Cap5-Diseño de UnionesDocumento32 páginasCap5-Diseño de UnionesJuanAyalaAún no hay calificaciones
- Matriz de Riesgo ESCALONA 2022.Documento7 páginasMatriz de Riesgo ESCALONA 2022.Bernardo MenesesAún no hay calificaciones
- Herramientas de MediciónDocumento5 páginasHerramientas de MediciónJesus MateoAún no hay calificaciones
- Ensayo ProcesosDocumento11 páginasEnsayo ProcesosMaria Alejandra AcevedoAún no hay calificaciones
- Esfuerzo AxialDocumento26 páginasEsfuerzo AxialPercy Ramos TorresAún no hay calificaciones
- Informe Laboratorio #5 - Procesos IndustrialesDocumento17 páginasInforme Laboratorio #5 - Procesos IndustrialesKathia Lucia Llamoca AranzamendiAún no hay calificaciones
- ListaDocumento113 páginasListaLos MellisAún no hay calificaciones
- AC Low MilwaukeeDocumento16 páginasAC Low MilwaukeeAdidas& AppleAún no hay calificaciones
- Practica 3Documento2 páginasPractica 3Ignacio BerriosAún no hay calificaciones
- Tipos de Montaje en El TornoDocumento3 páginasTipos de Montaje en El Tornojesus landa galarzaAún no hay calificaciones
- Lista de Precios Muzin 13-09-2023Documento33 páginasLista de Precios Muzin 13-09-2023marcos marquezAún no hay calificaciones
- Ejercicios Del TrabajoDocumento48 páginasEjercicios Del TrabajoSaudiel De Jesus Lara MoralesAún no hay calificaciones
- Maloof Rocker - Desbaste en SketchUp - FineWoodworkingDocumento11 páginasMaloof Rocker - Desbaste en SketchUp - FineWoodworkingMarcos SalazarAún no hay calificaciones
- ¿Cómo Se Miden Los Tornillos - Tornillos TORECDocumento7 páginas¿Cómo Se Miden Los Tornillos - Tornillos TORECPatricio GarciaAún no hay calificaciones
- PL2Documento1 páginaPL2Orellana Zeballos Luis CristianAún no hay calificaciones
- Calculo Del Ciclo de Vida de Un Torno ParaleloDocumento12 páginasCalculo Del Ciclo de Vida de Un Torno Paraleloalexa0% (1)
- TR UPW Virtual Como Conseguir Tu Tabla EspañolDocumento1 páginaTR UPW Virtual Como Conseguir Tu Tabla EspañolCarmen BaezAún no hay calificaciones
- MESA Estilo Industrial, Hierro y Madera Cómo Hacer TABLE Industrial StyleDocumento4 páginasMESA Estilo Industrial, Hierro y Madera Cómo Hacer TABLE Industrial StyleAlbaro GomezAún no hay calificaciones
- Instalación fibra ópticaDocumento12 páginasInstalación fibra ópticaYeimi UrregoAún no hay calificaciones
- RectificadoraDocumento6 páginasRectificadoraJhon Sanchez LopezAún no hay calificaciones